نقل قول کنید
انواع اصلی از قالب های ریخته گری قالب
1. قالب های تک حفره: این قالب ها فقط یک حفره ریختن دارند که برای تولید تک تکه یا دسته ای کوچک مناسب است.
ساختار نسبتاً ساده، هزینه ساخت کم، و آسان برای تغییر و نگهداری.
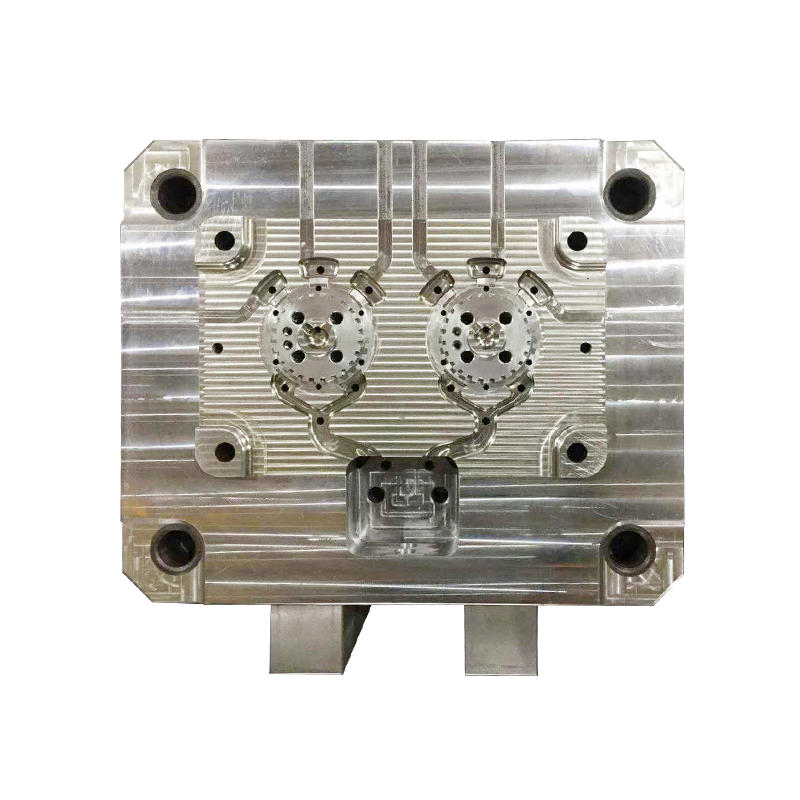
2. قالب های چند حفره ای: این قالب ها دارای چندین حفره یکسان یا متفاوت در داخل یک قالب هستند که امکان تولید چندین ریخته گری را در یک زمان فراهم می کند.
راندمان تولید را بهبود می بخشد و هزینه واحد را کاهش می دهد. معمولا برای تولید انبوه قطعات خودرو، پوشش های الکترونیکی و غیره استفاده می شود.
3. قالب های دونده داغ در مقابل قالب های دونده سرد:
قالبهای رانر داغ دمای فلز مذاب را در گیت و رانر حفظ میکنند و از دست دادن خنککننده فلز را کاهش میدهند و استفاده از مواد را بهبود میبخشند.
در قالبهای رانر سرد از رانرهای دمای محیط استفاده میشود که در نتیجه ساختاری مستحکمتر و مناسب برای تولید قطعات ریختهگری با فشار بالا و دیوارههای ضخیم ایجاد میکند.
4. قالب های شکاف (دو قسمتی، سه قسمتی): بسته به هندسه نیازهای ریخته گری و قالب گیری، قالب به دو یا سه نیمه تقسیم می شود تا شکل گیری ساختارهای داخلی پیچیده و قالب گیری صاف را تسهیل کند.
اغلب همراه با قطعات متحرک مانند هسته های متحرک و لغزنده استفاده می شود، ماشینکاری قطعات توخالی یا شیاردار داخلی را امکان پذیر می کند.
قالب دایکاست چگونه ساخته می شود؟
فرآیند تولید قالب ریخته گری:
1. طراحی مفهومی و شبیه سازی عددی: مدل سازی سه بعدی با استفاده از CAD (مانند PRO/E) برای تعیین پارامترهای هندسی کلیدی مانند حفره، دروازه و سیستم خنک کننده انجام می شود.
CAE (تجزیه و تحلیل جریان، تجزیه و تحلیل حرارتی) برای پیش بینی رفتار پر شدن فلز، بهینه سازی طرح دروازه و مدار خنک کننده و اطمینان از کیفیت ریخته گری استفاده می شود.
2. انتخاب مواد و عملیات حرارتی: فولاد ابزار با سختی بالا و مقاوم در برابر درجه حرارت بالا به عنوان ماده پایه قالب برای مقاومت در برابر تزریق فشار بالا و شوک حرارتی انتخاب می شود.
عملیات حرارتی نرمال کردن، خاموش کردن و تمپر کردن برای دستیابی به سختی قالب HRC 50-55، بهبود مقاومت در برابر سایش و عمر مفید انجام می شود.
3. ماشینکاری دقیق: مراکز ماشینکاری CNC، CNC EDM و تجهیزات برش سیم برای خشن کردن، تکمیل و ریز ماشینکاری قالب استفاده می شود.
اجزای کلیدی (مانند دروازهها، سوراخهای خنککننده و هستههای متحرک) تحت ماشینکاری با دقت بالا قرار میگیرند، با تلورانسهایی که در محدوده ± ۰.۰۵ میلیمتر کنترل میشوند تا از جریان صاف فلز اطمینان حاصل شود.
4. مونتاژ، بازرسی و ریخته گری آزمایشی: اجزای ماشین کاری شده دقیقاً مونتاژ می شوند و لوله های خنک کننده، سیستم های هدایت کننده و مکانیزم های تخلیه نصب می شوند.
دقت ابعاد با استفاده از دستگاه اندازه گیری مختصات و بازرسی نوری تأیید می شود. سپس ریختهگری آزمایشی برای بررسی یکپارچگی ریختن، یکنواختی خنککننده و صافی قالبگیری با تنظیمات دقیق در صورت لزوم انجام میشود.
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo