نقل قول کنید
ریخته گری قطعات خودرو انرژی جدید فناوری در حال تغییری اساسی از ریخته گری فشار بالا سنتی به دایکاست ریخته گری یکپارچه در مقیاس بزرگ . از سال 2025، بازار جهانی ریخته گری خودرو تقریباً به آن رسیده است 55 تا 86.5 میلیارد دلار ، و پیش بینی می شود بیش از 90 تا 144 میلیارد دلار تا سال 2034، با نرخ رشد مرکب سالانه بین 5.5% و 7.5% . آلیاژهای آلومینیوم تقریباً به حساب می آیند 70% از سهم مواد، در حالی که فرآیندهای ریخته گری فشار بالا ادامه دارد 60% سهم فرآیند در بخش خودروهای انرژی جدید، محفظه باتری، محفظه موتور، محفظه جعبه کنترل و قطعات ساختاری بدنه به چهار سناریو اصلی کاربردی برای فناوری ریخته گری تبدیل شده اند. قابل توجه است که یک کف یکپارچه دایکاست عقب می تواند یکپارچه شود 72 قسمت مجزا در یک جزء واحد ، وزن بدن را به طور قابل توجهی کاهش می دهد و در عین حال استحکام ساختاری را افزایش می دهد.
وابستگی وسایل نقلیه انرژی جدید به فناوری ریخته گری از نیازهای مهندسی منحصر به فرد آنها ناشی می شود. در مقایسه با وسایل نقلیه موتور احتراق داخلی سنتی، وسایل نقلیه الکتریکی به دلیل وزن قابل توجه بستههای باتری، با نیازهای سنگینتری برای سبکوزن مواجه هستند. هر 10% کاهش وزن بدن می تواند برد رانندگی وسیله نقلیه الکتریکی را بهبود بخشد 6 تا 8 درصد . فناوری دایکاست امکان تشکیل یکباره اشکال هندسی پیچیده را در عین حفظ استحکام ساختاری فراهم میکند - مزیتی که فرآیندهای مهر زنی و جوشکاری برای مطابقت با آن مشکل دارند.
سیستم باتری سنگینترین جزء در یک وسیله نقلیه جدید انرژی است که معمولاً به آن مربوط میشود 20 تا 30 درصد وزن کل وسیله نقلیه برای جبران تاثیر نامطلوب وزن باتری بر برد رانندگی، سازندگان باید کاهش وزن را در ساختار بدنه، شاسی و اجزای محفظه به حداکثر برسانند. قالب های ریخته گری آلومینیوم فقط چگالی دارند یک سوم فولاد، همراه با رسانایی حرارتی عالی و خواص محافظ الکترومغناطیسی، آنها را به ماده ای مطلوب برای محفظه باتری و محفظه موتور تبدیل می کند. یک کفپوش یکپارچه دایکاست می تواند وزن ساختاری بخش عقب را بیش از بیش از آن کاهش دهد 10% ، در حالی که به طور همزمان تعداد قطعات را از ده ها به یک کاهش می دهد، زنجیره تامین و فرآیندهای مونتاژ را به طور قابل توجهی ساده می کند.
سیستم های باتری در خودروهای انرژی جدید به مدیریت حرارتی بسیار حساس هستند. آلیاژهای آلومینیوم دایکاست دارای ضرایب هدایت حرارتی تقریباً هستند 96 تا 200 W/(m·K) به طور قابل توجهی بالاتر از فولاد معمولی است که باعث اتلاف موثر گرما از بسته های باتری و جلوگیری از فرار حرارتی می شود. علاوه بر این، دقت ابعادی و چگالی بالای قالبهای ریختهگری، حفاظت آببندی قابلاطمینانی را برای باتریها فراهم میکند که دارای استاندارد IP67 یا بالاتر ضد آب و ضد گرد و غبار است. از نظر ایمنی تصادف، اجزای ساختاری دایکاست یکپارچه با حذف نقاط جوش، مناطق تمرکز تنش را کاهش میدهند و در نتیجه مقاومت کلی سازه در برابر ضربه را بهبود میبخشند.

در وسایل نقلیه انرژی جدید، کاربردهای فناوری ریخته گری در حال حاضر حوزه های کلیدی از سه سیستم الکتریکی (باتری، موتور، کنترل کننده) تا ساختارهای بدنه را پوشش می دهد. با توجه به تجزیه و تحلیل صنعت، کاربردهای بدنه و شاسی تقریباً به حساب می آیند 40% در بازار ریخته گری دایکاست، در حالی که اجزای ویژه انرژی جدید بسیار سریعتر از قطعات پیشرانه سنتی رشد می کنند.
محفظه بسته باتری یکی از نمادین ترین کاربردهای فناوری ریخته گری در خودروهای انرژی جدید است. راه حل های رایج فعلی از فرآیندهای ریخته گری فشار بالا یا کم فشار برای تولید محفظه های پایین باتری آلومینیومی با ابعاد بیش از حد استفاده می کنند. 2180×1500×110 میلی متر . چنین قالب های ریخته گری بزرگ باید دارای ویژگی های زیر باشند:
چندین تولید کننده پیشرفته کاوش در فناوری سینی باتری دایکاست یکپارچه را آغاز کرده اند و ساختارهای قاب پیچیده ای را که در اصل از پروفیل های اکسترود شده جوش داده شده بودند با ریخته گری های یکپارچه جایگزین کرده اند، که تعداد جوش ها را بیشتر کاهش می دهد و یکپارچگی سازه را افزایش می دهد.
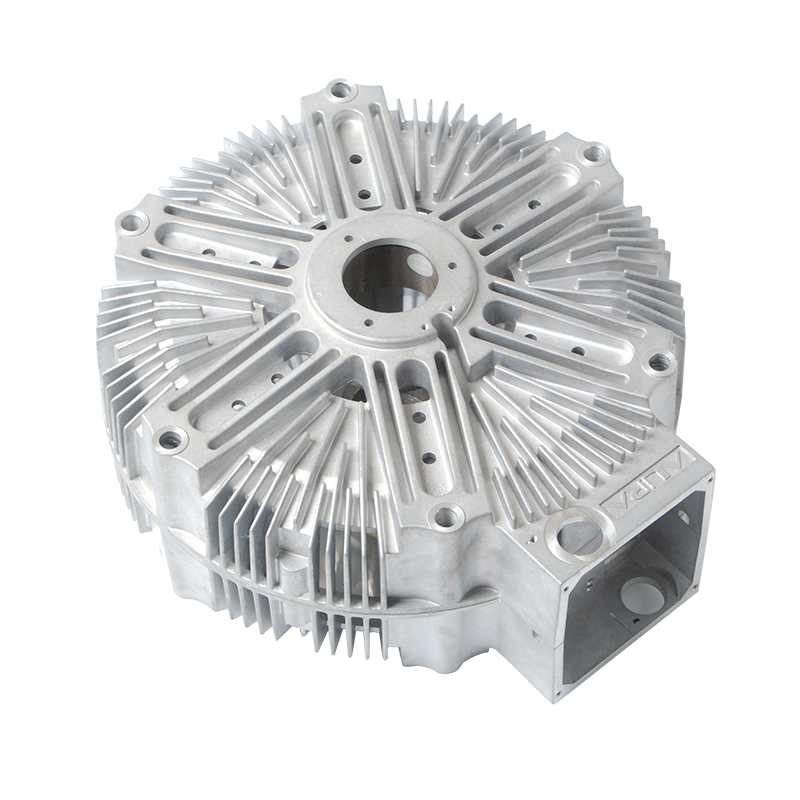
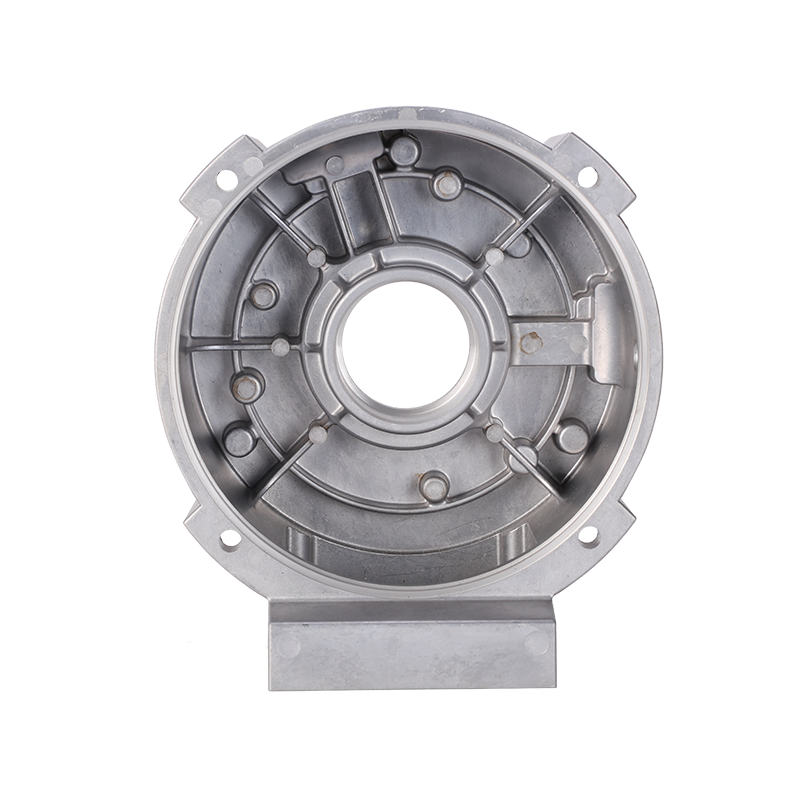
محفظههای موتور محرک و محفظههای کنترل الکترونیکی یکی دیگر از کاربردهای اصلی فناوری ریختهگری در پیشرانههای خودروهای انرژی جدید است. محفظههای موتور معمولاً از طریق ریختهگری فشار بالا آلومینیومی تولید میشوند 8 و 15 کیلوگرم ، و باید به طور همزمان ساختارهای حفره داخلی پیچیده ای را برای خنک کردن ژاکت های آب و صندلی های بلبرینگ در خود جای دهد. فرآیند ریختهگری قالب، تشکیل یکباره محفظههای چند منظوره حاوی ژاکتهای آب خنککننده، فلنجهای نصب و صندلیهای جعبه اتصال را ممکن میسازد. در مقایسه با فرآیندهای ترکیبی ماشینکاری و جوشکاری، راندمان تولید بهبود می یابد 3 تا 5 بار ، با افزایش نرخ استفاده از مواد به بیش از 85% .
فناوری ریخته گری یکپارچه در حال تغییر شکل روش های ساخت بدنه است. برنامه هایی که قبلاً در تولید انبوه تأیید شده اند عبارتند از:
ریخته گری یکپارچه (Gigacasting) مخل ترین نوآوری فرآیند در ساخت خودرو در سال های اخیر را نشان می دهد. این فناوری از ماشین های ریخته گری فوق العاده بزرگ با نیروهای گیره بیش از حد استفاده می کند 6000 تن و حتی رسیدن 9000 تن ، ماژولهای بدنه را که در ابتدا به صدها قطعه و دهها عملیات جوشکاری نیاز داشتند، به ساختارهای یکپارچه قالبگیری تزریقی تبدیل کردند.
هسته ریخته گری یکپارچه در تزریق آلیاژ آلومینیوم مذاب با سرعت بالا و فشار بالا به قالب های فولادی با ماشینکاری دقیق، تکمیل پر کردن و انجماد در بازه های زمانی بسیار کوتاه نهفته است. پارامترهای کلیدی ماشین های ریخته گری فوق العاده بزرگ عبارتند از:
| دسته پارامتر | ریخته گری فشار بالا سنتی | ریخته گری فوق العاده بزرگ یکپارچه |
|---|---|---|
| نیروی بستن | 500-2500 تن | 6000 تا 16000 تن |
| حجم تک شات | 5-20 کیلوگرم | 80-150 کیلوگرم |
| تعداد ادغام قطعات | 1-5 قسمت | 30-72 قسمت |
| کاهش نقطه جوش | 10-50 امتیاز | 500-1600 امتیاز |
| زمان چرخه تولید | 60-120 ثانیه / قسمت | 80-180 ثانیه / قسمت |
ریخته گری یکپارچه نه تنها روش شکل دهی قطعات را تغییر می دهد، بلکه منطق زنجیره تامین تولید خودرو را نیز بازسازی می کند. تولید سنتی کف عقب شامل ده ها تامین کنندگان، صدها قطعه مهر و موم شده و خطوط مونتاژ جوش طولانی. با دایکستینگ یکپارچه، تعداد قطعات به شدت کاهش مییابد، ردیفهای تامینکننده سادهتر میشوند و ساعات کار تولید تقریباً کاهش مییابد. 30 تا 40 درصد . به طور همزمان، به دلیل کاهش فرآیندهای جوشکاری و کاربرد چسب، فضای کف تولید را می توان بیش از حد کاهش داد. 25% ، چیدمان های کارخانه ای فشرده تر و کارآمدتر را امکان پذیر می کند.
عملکرد مواد ریخته گری به طور مستقیم ایمنی و دوام اجزای خودرو انرژی جدید را تعیین می کند. این صنعت در حال حاضر از سیستم های آلیاژی Al-Si سنتی به سمت سیستم های آلیاژی جدید با استحکام بالاتر و شکل پذیری بهتر در حال تکامل است.
ریخته گری سنتی نیاز به عملیات حرارتی طولانی مدت (فرآیندهای T6 یا T7) برای دستیابی به خواص مکانیکی مورد نیاز دارند، اما این امر باعث ایجاد اعوجاج شدید در قطعات بزرگ با دیواره نازک می شود. آلیاژهای آلومینیوم بدون عملیات حرارتی به ترکیبات عملکردی عالی در قالب ریختگی دست می یابند 270 تا 320 مگاپاسکال استحکام کششی و 8 تا 12 درصد افزایش طول با بهینه سازی نسبت های سیلیکون، منیزیم، منگنز و تیتانیوم. چنین موادی به ویژه برای ریخته گری یکپارچه بیش از حد حیاتی هستند 1.5 متر در بعد، اجتناب از انحراف ابعاد و خطرات ترک ناشی از عملیات صاف کردن بعدی.
در چارچوب جهانی بی طرفی کربن، نسبت آلومینیوم بازیافتی مورد استفاده در صنعت ریخته گری به سرعت در حال افزایش است. مصرف انرژی تولید آلومینیوم بازیافتی فقط در حدود است 5% که از آلومینیوم اولیه، با انتشار کربن بیش از حد کاهش یافته است 95% . در حال حاضر، خودروسازان متعددی نیاز دارند که تامین کنندگان از آن استفاده کنند 50% مواد خام آلومینیوم بازیافتی در اجزای حیاتی مانند محفظه باتری. فرآیند دایکاست خود دارای ارزش بازیافت مواد بسیار بالایی است - اسپروها، رانرها و قطعات ضایع شده را می توان مستقیماً مجدداً ذوب کرد و نرخ استفاده جامع از مواد به بیش از حد می رسد. 90% ، به شدت با اهداف چرخه عمر کامل کم کربن سازی وسایل نقلیه با انرژی جدید هماهنگ است.
به عنوان ماده ای سبک تر از آلیاژهای آلومینیوم (فقط چگالی دو سوم آلیاژهای آلومینیوم)، آلیاژهای منیزیم پتانسیل کاربرد را در اجزای خاص نشان می دهند. در کاربردهای محفظه موتور، قطعات آلیاژ منیزیم تقریباً قابل دستیابی است 33% کاهش وزن در مقایسه با نمونه های آلومینیومی اجزای فعلی ریخته گری آلیاژ منیزیم تحت تایید شامل محفظه های محرک الکتریکی، اسکلت صندلی ها و پانل های داخلی درها هستند. با پیشرفت در فن آوری های پوشش مقاوم در برابر خوردگی و فرآیندهای ریخته گری تحت خلاء، انتظار می رود نسبت کاربرد آلیاژهای منیزیم در خودروهای انرژی جدید به تدریج نسبت به فعلی افزایش یابد. 1% تا 2% .
با وجود مزایای قابل توجه فناوری ریخته گری یکپارچه، فرآیند صنعتی شدن آن هنوز با چالش های متعددی از جمله سرمایه گذاری تجهیزات، کنترل فرآیند و هزینه های تعمیر مواجه است.
یک دستگاه ریخته گری یکپارچه منفرد به طور معمول نیاز به سرمایه گذاری در آن دارد میلیون ها دلار محدوده در ترکیب با قالب ها و تجهیزات اتوماسیون محیطی، سرمایه گذاری اولیه برای یک خط تولید واحد می تواند برسد 2 تا 3 بار خطوط سنتی مهر زنی و جوشکاری. علاوه بر این، چرخه های تولید قالب های بزرگ به 6 تا 10 ماه و عمر قالب تحت تأثیر چرخه در دمای بالا و فشار بالا قرار می گیرد، که معمولاً نیاز به تعمیر اساسی یا تعویض دارد. 80000 تا 100000 عکس ها برای استهلاک هزینه های ثابت، تولیدکنندگان باید اطمینان حاصل کنند که ظرفیت سالانه خط تولید به مقیاس های بالاتر می رسد 100000 واحد .
قالب های ریخته گری دیواره نازک بزرگ به شدت مستعد تخلخل داخلی ناشی از حباب هوا و انقباض در حین شکل گیری هستند که بر عملکرد خستگی و ایمنی اجزای سازه تأثیر می گذارد. راه حل های فعلی صنعت عبارتند از:
هنگامی که در یک برخورد آسیب می بیند، اجزای ساختاری یکپارچه دایکاست معمولاً نمی توانند به صورت محلی مانند قطعات ورق فلزی سنتی تعمیر یا جایگزین شوند، در عوض نیاز به تعویض کل مجموعه بزرگ دارند. این امر چالش های جدیدی را برای سیستم های تعمیرات پس از فروش و قیمت گذاری بیمه ایجاد می کند. صنعت در حال بررسی دو مسیر راهحل است: اول، بهینهسازی طرحهای ساختاری با مناطق جذب انرژی تصادف برای اطمینان از اینکه قالبهای ریختهگری فقط تحت تغییر شکل کنترلشده در تصادفات قرار میگیرند. دوم، توسعه فناوریهای برش محلی و اتصال مجدد برای امکان تعمیر در مکانهای خاص به جای تعویض کامل مونتاژ.
از دیدگاه توزیع منطقهای، منطقه آسیا و اقیانوسیه، با بهرهگیری از زنجیره کامل صنعت خودروسازی خود و به سرعت در حال گسترش بازار خودروهای انرژی جدید، تقریباً سهمی در اختیار دارد. 45% تا 46% بازار جهانی ریخته گری خودرو، با چین که سریع ترین رشد را در بازار تک کشوری دارد. بازارهای آمریکای شمالی و اروپا به ترتیب از تحولات برق رسانی و سیاستهای تقویت تولید محلی سود میبرند. 25% و 20% سهام بازار
طی پنج سال آینده، کاربردهای فناوری ریختهگری یکپارچه از کفهای عقب فعلی و محفظههای جلو به مناطق دیگر گسترش خواهد یافت:
بر اساس پیش بینی های صنعت، تا سال 2030، ارزش خروجی قطعات انحصاری خودروهای الکتریکی (به استثنای سیستم های پیشرانه سنتی) در بازار جهانی قطعات خودروهای دایکاست به تنهایی خواهد رسید. 5 تا 9 میلیارد تومان ، تبدیل شدن به موتور اصلی رشد صنعت. با ازدیاد ماشینهای ریختهگری بیش از 8000 تن و بلوغ مواد بدون عملیات حرارتی، رویکرد تولید خودروهای انرژیهای جدید به سمت مسیرهای سبکتر، قویتر و سادهتر ادامه خواهد یافت.
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo