نقل قول کنید
در تولید صنعتی مدرن، ریخته گری قطعات موتور از فرآیندهای ریخته گری سنتی به یک فناوری ساخت با دقت بالا و راندمان بالا تبدیل شده است. در حال حاضر، بازار جهانی ریخته گری قطعات موتور با نرخ رشد مرکب سالانه در حال گسترش است 5.8٪ ، با اندازه بازار پیش بینی می شود بیش از 42 میلیارد دلار تا سال 2028. فناوری دایکاست نه تنها چگالی و دقت ابعادی قطعات موتور را به طور قابل توجهی بهبود می بخشد، بلکه نرخ ضایعات زیر را نیز کنترل می کند. 1.5٪ از طریق تولید خودکار، آن را به یک حلقه کلیدی غیرقابل جایگزین در زنجیره تامین تولید موتور تبدیل می کند.
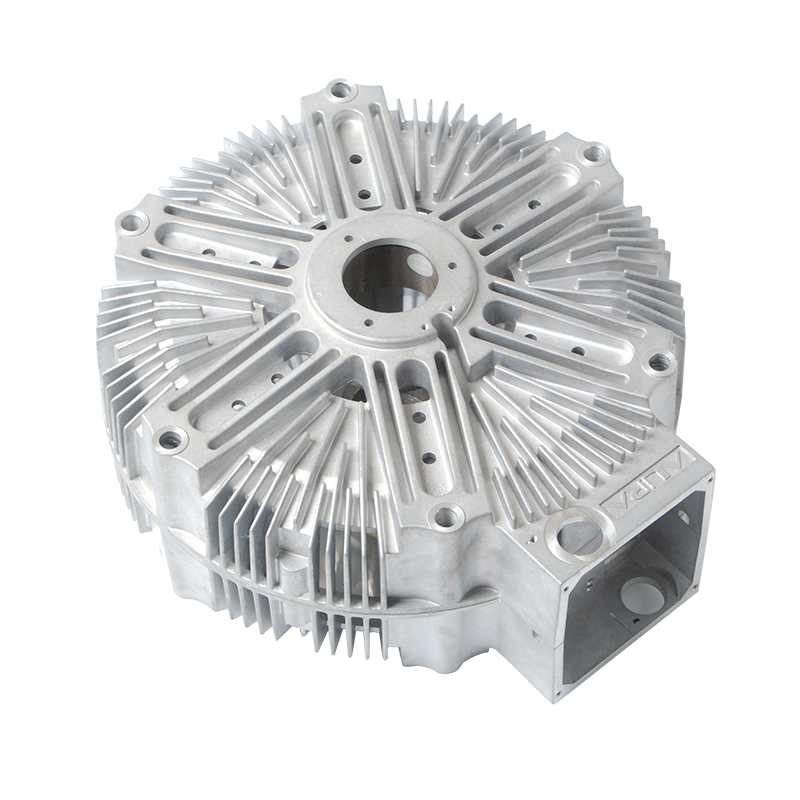
برای تولیدکنندگان، تسلط بر فرآیندهای ریخته گری پیشرفته به معنای به دست آوردن مزایای سه گانه در کیفیت محصول، هزینه های تولید و چرخه های تحویل است. با در نظر گرفتن محفظه های موتور آلیاژ آلومینیوم به عنوان مثال، پس از استفاده از ریخته گری فشار بالا، ضخامت دیوار را می توان به زیر کاهش داد. 2.5 میلی متر ، وزن بیش از 30% ، و راندمان اتلاف گرما بهبود می یابد 20% - این شاخص های عملکرد مستقیماً مزیت رقابتی موتورها را در وسایل نقلیه با انرژی جدید و کاربردهای اتوماسیون صنعتی تعیین می کنند.
فرآیند ساخت قطعات موتور سه مرحله کلیدی را پشت سر گذاشته است. مرحله اول ریخته گری گرانشی است که برای پر کردن قالب به وزن خود فلز مذاب متکی است. برای قطعاتی با ساختار ساده و نیاز به دقت کمتر مناسب است، اما از نرخ تخلخل بالا و زبری سطح ضعیف رنج می برد. مرحله دوم ریخته گری کم فشار است که در آن فلز مذاب به آرامی توسط فشار هوا به داخل قالب رانده می شود و تخلخل را کاهش می دهد. 3 تا 5 درصد ، با این حال هنوز از الزامات قطعات دقیق موتور کم است.
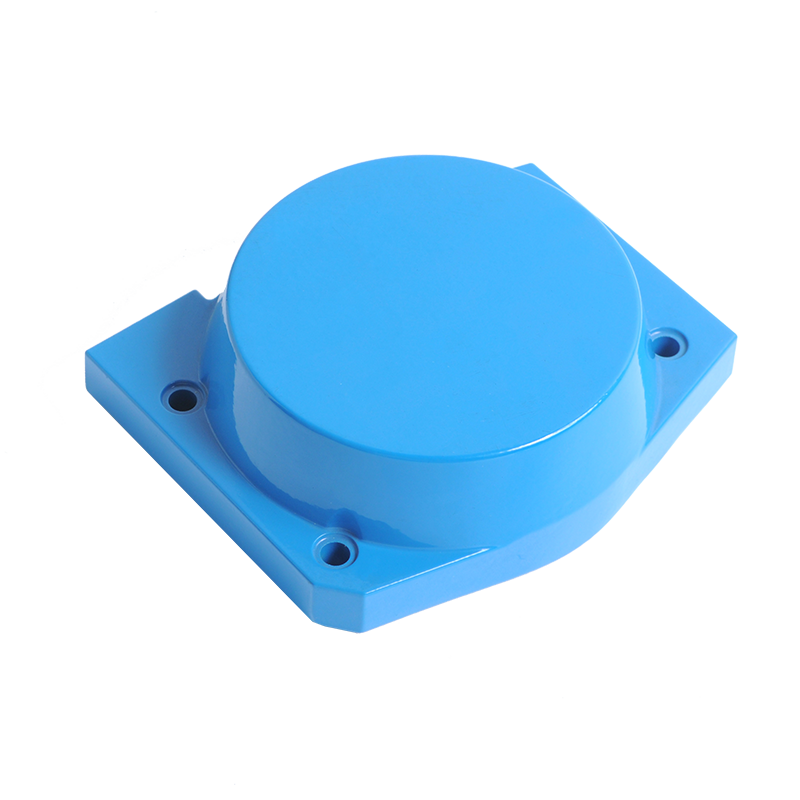
مرحله سوم، که جریان اصلی تکنولوژی ریخته گری فشار قوی فعلی است، به فشار تزریق می رسد. 30-150 مگاپاسکال . فلز مذاب به سرعت حفره قالب را تحت فشار زیاد پر می کند و زمان خنک شدن به آن کاهش می یابد. 3-8 ثانیه و چرخه های تولید رسیدن 30-60 ثانیه در هر شلیک . با در نظر گرفتن پوشش های انتهایی موتور به عنوان مثال، محصولات ریخته گری فشار بالا می توانند تلورانس های ابعادی را در داخل کنترل کنند. ± 0.05 میلی متر ، با زبری سطح مقادیر Ra زیر 1.6μm ، به طور کامل الزامات تناسب دقیق برای مونتاژ موتور را برآورده می کند.
این صنعت در حال حاضر در حال تسریع انتقال خود به سمت سلول های ریخته گری هوشمند است. یک سیستم دایکاست هوشمند کامل، نظارت بر دمای بیدرنگ، تجزیه و تحلیل منحنی فشار و استخراج خودکار قطعات روباتیک را یکپارچه میکند. داده ها نشان می دهد که پس از معرفی سیستم های کنترل دما هوشمند، نوسانات دمای مایع آلومینیوم از 15± درجه سانتی گراد به کاهش یافته است. ± 3 درجه سانتیگراد . بهبود حاصل در پایداری ابعادی، مزایای ماشینکاری بعدی را کاهش می دهد 40% ، کاهش هزینه های ماشینکاری هر قطعه توسط 12-18٪ .
کنترل کیفیت در ریخته گری قطعات موتور به تنظیم دقیق پارامترهای فرآیند چندگانه بستگی دارد. جدول زیر نحوه تأثیر تنظیمات پارامترهای مختلف بر عیوب معمولی را مقایسه می کند:
| پارامتر فرآیند | محدوده توصیه شده | نقص های مرتبط اولیه | سطح تاثیر |
|---|---|---|---|
| دمای مایع آلومینیوم | 660-720 درجه سانتیگراد | بستن سرد، لحیم کاری | بالا |
| دمای قالب | 180-260 درجه سانتیگراد | تخلخل، ترک های داغ | بالا |
| سرعت تزریق | 2-6 متر بر ثانیه | گیر افتادن هوا، اجزاء اکسید | متوسط-بالا |
| تشدید فشار | 30-80 مگاپاسکال | تخلخل انقباض، چگالی ناکافی | بالا |
| زمان اقامت | 3-10 ثانیه | تخلخل انقباض، انحراف ابعادی | متوسط |
همانطور که در جدول نشان داده شده است، دمای مایع آلومینیوم، دمای قالب و فشار تشدید سه پارامتر اصلی موثر بر کیفیت ریخته گری قطعات موتور هستند. در نظر گرفتن ریخته گری محفظه موتور به عنوان مثال، زمانی که دمای قالب به زیر می رسد 180 درجه سانتی گراد ، نرخ نقص بسته سرد به بالاتر می رود 8% ; هنگامی که فشار تشدید کافی نیست 30 مگاپاسکال ، تخلخل انقباض داخلی ممکن است بیشتر شود 5% ، به طور جدی بر عملکرد آب بندی موتور و راندمان اتلاف گرما تأثیر می گذارد.
در زمینه ریخته گری قطعات موتور، آلیاژهای آلومینیوم بیش از حد را تشکیل می دهند 85% از سهم بازار، با ADC12 و A380 دو گرید پرکاربرد هستند. ADC12 دارای محتوای سیلیکون است 9.6٪ - 12.0٪ ارائه سیالیت عالی مناسب برای ساخت روکش های انتهایی موتور با دیواره نازک و جعبه های اتصال. A380 دارای محتوای مس است 3.0٪ - 4.0٪ ، با رسیدن به استحکام کششی 320 مگاپاسکال و آن را برای براکتهای موتور و پایههای تحت بارهای مکانیکی بالا مناسبتر میسازد.
با این حال، آلیاژهای آلومینیوم سنتی با تنگناهایی در هدایت حرارتی مواجه هستند. آلومینیوم خالص دارای رسانایی حرارتی است 237 W/(m·K) ، در حالی که ADC12 تقریباً کاهش می یابد 96 W/(m·K) به دلیل محتوای سیلیکون بالا برای رسیدگی به نیازهای اتلاف حرارت بالا موتورهای محرک وسایل نقلیه انرژی جدید، صنعت آلیاژهای آلومینیوم با سیلیکون کم و رسانایی حرارتی بالا را ترویج می کند که می تواند هدایت حرارتی را افزایش دهد. 150-170 وات/(m·K) در حالی که سیالیت ریخته گری کافی را حفظ می کند.
چگالی آلیاژ منیزیم تنها است 64% آلیاژ آلومینیوم (1.81 g/cm³ در مقابل 2.71 g/cm³)، که پتانسیل فوق العاده ای را در وزن سبک موتور نشان می دهد. محفظه های موتور به صورت دایکاست از آلیاژ منیزیم AZ91D می تواند باشد 25 تا 30 درصد سبک تر از نسخه های آلومینیومی، در حالی که استحکام خاص (نسبت قدرت به چگالی) بیش از حد بهبود می یابد. 15% . در حال حاضر، قطعات موتور دایکاست آلیاژی منیزیم به کاربردهای دسته ای در برخی از ابزارهای برقی پیشرفته و موتورهای پهپاد دست یافته اند، با نرخ رشد سالانه بیش از حد. 12% .
قالب های ریخته گری دایکست نشان دهنده اولین دروازه ای است که کیفیت قطعات موتور را تعیین می کند - دقت طراحی و عمر مفید آنها مستقیماً بر هزینه های تولید و ثبات محصول تأثیر می گذارد. برای قالب ریخته گری محفظه موتور، زبری سطح حفره باید در زیر کنترل شود Ra 0.4μm ، با رسیدن دقیق ترخیص کالا از گمرک مناسب 0.02 میلی متر سطح
انتخاب فولاد قالب نیز به همان اندازه حیاتی است. فولاد ابزار کار گرم H13، با مقاومت در برابر خستگی حرارتی عالی، به ماده اصلی برای قالب های ریخته گری قطعات موتور تبدیل شده است، با سختی که معمولاً در آن کنترل می شود. HRC 44-48 . در شرایط استفاده و نگهداری عادی، قالب H13 می تواند تکمیل شود 80000-120000 چرخه های دایکستینگ با استفاده از تکنولوژی پیشرفته تصفیه سطح نیترید، عمر قالب را می توان تا بیش از حد افزایش داد 150000 چرخه ، کاهش هزینه استهلاک قالب در هر شات توسط 35% .
طراحی دروازه یک فناوری اصلی در مهندسی قالب است. برای پوشش های انتهایی موتور با ضخامت دیواره ناهموار، اتخاذ دروازه های فن ترکیب شده با تشدید موضعی فرآیندها فلز مذاب را قادر می سازد تا پر شدن حفره را در داخل کامل کند 0.3 ثانیه ، به طور موثر از گیر افتادن هوای گردابی جلوگیری می کند. داده های تولید واقعی نشان می دهد که طراحی بهینه دروازه می تواند نرخ نقص تخلخل را کاهش دهد 4.2٪ به زیر 1.1٪ .

تشخیص عیب داخلی برای قطعات موتور در درجه اول به بازرسی اشعه ایکس و فناوری CT صنعتی متکی است. برای محفظههای موتور محرکه خودروهای انرژیزا، معیارهای کیفیت استاندارد صنعتی عبارتند از: قطر منافذ فردی بیشتر از آن نباشد 1.0 میلی متر و کل مساحت منافذ کمتر از 2% از سطح مقطع. CT صنعتی با وضوح بالا (رزولوشن 5 میکرومتر ) را قادر می سازد 100% بازرسی درون خطی، با چرخههای بازرسی هماهنگ با چرخههای تولید ریختهگری، اطمینان از خروج عیب صفر.
قطعات موتور دایکاست معمولاً برای دستیابی به ابعاد مونتاژ نهایی نیاز به ماشینکاری دقیق دارند. با در نظر گرفتن محفظه یاتاقان موتور به عنوان مثال، ذخایر دایکاست 0.8-1.2 میلی متر کمک هزینه ماشینکاری، و پس از پردازش CNC، تحمل گردی در داخل کنترل می شود 0.01 میلی متر ، با زبری سطح Ra زیر 0.8 میکرومتر ، برآورده کردن الزامات دقت برای تداخل یاتاقان مناسب است.
برای عملیات سطحی، محفظه های موتور به طور کلی از فرآیندهای پوشش آندایزینگ یا الکتروفورتیک استفاده می کنند. ضخامت فیلم آنودایز شده در کنترل می شود 8-15 میکرومتر ، افزایش سختی سطح به بالاتر HV 300 ، در حالی که عایق عالی و مقاومت در برابر خوردگی را ارائه می دهد. برای قطعات موتوری که در فضای باز استفاده می شود، نیازهای تست اسپری نمک بیشتر است 500 ساعت بدون زنگ قرمز، چالشهای دوگانه را برای فرآیندهای چگالی ریختهگری و درمان سطحی ایجاد میکند.
صنعت ریخته گری قطعات موتور با سه روند قابل توجه روبرو است:
برای تولیدکنندگان، پرداختن به این روندها مستلزم سرمایه گذاری هماهنگ در ارتقاء تجهیزات، تحقیق و توسعه مواد و دیجیتالی شدن است. شرکت های مجهز به ماشین های ریخته گری بزرگ در بالا 800T تسلط بر فناوری پالایش آلومینیوم بازیافتی و ایجاد پایگاه های اطلاعاتی فرآیند کامل، مزیت های رقابتی قابل توجهی در بازار در آینده به دست خواهد آورد. 3-5 سال .
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo