نقل قول کنید
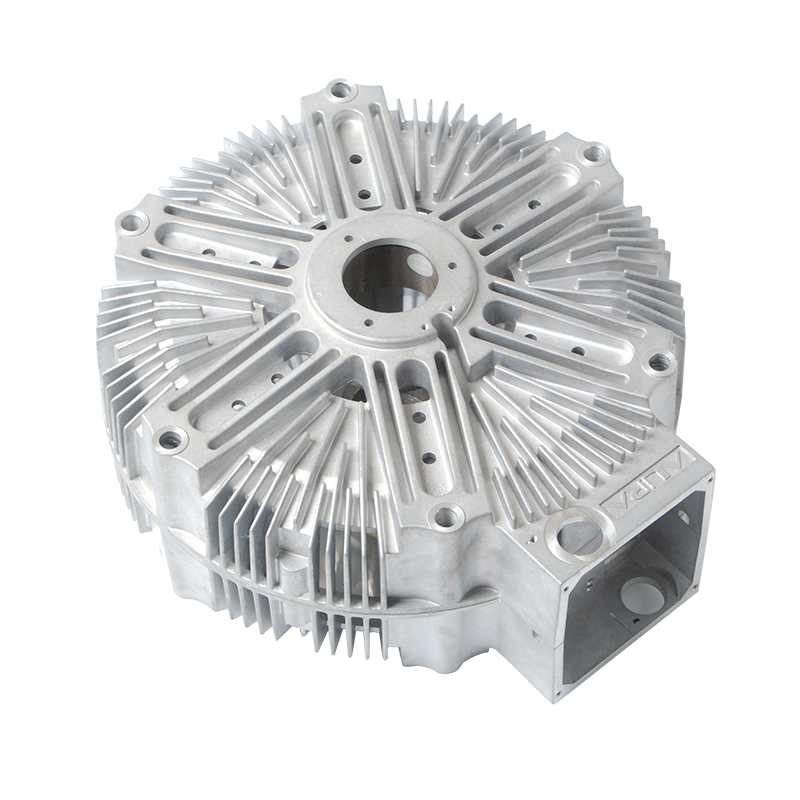
ریخته گری قطعات خودرو نشان دهنده کاربرد اصلی فناوری ریخته گری فشار بالا آلیاژ آلومینیوم در تولید خودرو است. از طریق قالبهای دقیق، آلومینیوم مذاب به سرعت پر شده و تحت فشار بالا تشکیل میشود تا محفظهها و اجزای ساختاری پیچیده، دقیق و با سطح صاف در یک عملیات واحد تولید شود. در مقایسه با مجموعههای جوشی فولادی سنتی، ریختهگریهای آلومینیومی به کاهش وزن 40 تا 60 درصدی دست مییابند و خود را بهعنوان فرآیند تولید غالب برای اجزای حیاتی از جمله بلوکهای موتور، محفظههای گیربکس، هیت سینکهای LED، محفظههای موتور خودرو با انرژی جدید، و بدنه سوپاپ تثبیت میکنند. Ningbo Jieda Molding & Machine Co., Ltd به عنوان یک تولید کننده دایکستینگ دارای گواهی IATF16949، مجموعه ای از ماشین های ریخته گری اتوماتیک لیجین را از 1600T تا 200T در کنار بیش از 80 مجموعه تجهیزات ماشینکاری CNC دقیق، اجرا می کند و مدیریت طرح حلقه بسته را از محصول تحویل داده شده اجرا می کند.
فناوری ریخته گری آلومینیومی به دلیل مزایای یکپارچه آن در عملکرد مواد، راندمان شکل دهی و کنترل هزینه، بر صنعت خودروسازی تسلط دارد. چگالی آلیاژ آلومینیوم تنها 2.7 گرم بر سانتیمتر مکعب است، که کمتر از یک سوم فولاد است، که باعث میشود تا در بخشهای ساختاری با دیواره نازک مانند محفظههای گیربکس و روکشهای انتهایی موتور، سبکتر شود. ریختهگری با فشار بالا سرعت پر کردن 30 تا 60 متر بر ثانیه را با چرخههای تولید تک تکهای که معمولاً بین 30 تا 90 ثانیه است، به دست میآورد که آن را برای تولید خودکار با حجم بالا ایدهآل میکند. ریختهگریهای قالبی دقت ابعادی CT6 تا CT8 و زبری سطح Ra3.2 تا 6.3 را ارائه میدهند که به حداقل ماشینکاری نیاز دارد و نرخ استفاده بالایی از مواد را به همراه دارد.
| عامل مقایسه | ریخته گری آلومینیوم | ریخته گری شن و ماسه سنتی | مهر زنی و جوشکاری فولاد |
| وزن تک قسمتی | کاهش 40% تا 60% | مشابه | خط مبنا |
| حداقل ضخامت دیوار | قابل دستیابی در 2.0 میلی متر | معمولاً بالای 4 میلی متر | محدود شده توسط محدودیت های مهر زنی |
| دقت ابعادی | CT6 تا CT8 | CT10 تا CT12 | بستگی به کنترل تغییر شکل جوش دارد |
| زمان چرخه تولید | 30 تا 90 ثانیه در هر قسمت | چندین ساعت در هر قالب | انباشت فرآیند چندگانه |
| زبری سطح | Ra3.2 تا 6.3 | Ra12.5 تا 25 | Ra6.3 تا 12.5 |
داده های جدول نشان می دهد که ریخته گری آلومینیوم دارای مزایای غیر قابل جایگزینی در دیواره نازک، دقت بالا و شکل دهی سریع است. با در نظر گرفتن محفظه های موتور خودروهای انرژی جدید، ریخته گری آلومینیومی کنترل ضخامت دیوار را در 2.5 میلی متر امکان پذیر می کند و وزن کلی را تقریباً 45 درصد در مقایسه با محلول های چدن کاهش می دهد. فرآیند ریخته گری یکپارچه، خطرات آب بندی مرتبط با جوشکاری را حذف می کند، در حالی که کانال های آب خنک کننده می توانند مستقیماً در داخل قالب تشکیل شوند و راندمان اتلاف حرارتی موتور را افزایش دهند.
کاربردهای ریخته گری قطعات خودرو در حال حاضر چهار بخش عمده را شامل می شود: سیستم های انتقال قدرت، سیستم های انتقال، سیستم های شاسی و ساختار بدنه. در سیستم های موتور، پیستون های ریخته گری آلومینیومی، پوشش های سرسیلندر و منیفولدهای ورودی به طور موثر جرم رفت و برگشتی را کاهش داده و مصرف سوخت را بهبود می بخشد. در کاربردهای انتقال، محفظه های جعبه دنده ساخته شده از آلومینیوم ریخته گری نه تنها وزن مونتاژ را کاهش می دهند، بلکه از هدایت حرارتی برتر برای تسهیل خنک سازی روغن دنده و افزایش فواصل تعویض روانکار استفاده می کنند.
توسعه سریع وسایل نقلیه انرژی جدید فرصت های رشد جدیدی را برای فناوری ریخته گری دایکاست. محفظه های موتور، صفحات انتهایی بسته باتری و محفظه های کنترل کننده عمدتاً از راه حل های ریخته گری آلومینیومی استفاده می کنند. به عنوان مثال، محفظههای موتور به کانالهای آب خنککننده یکپارچه و شانههای نصب شده در داخل نیاز دارند که دارای ساختارهای پیچیده با تقاضای آببندی بالا هستند. ریخته گری دایکستینگ پروفیل های کانال آب را یکباره تشکیل می دهد و عملیات ماشینکاری و خطرات نشتی را کاهش می دهد. علاوه بر این، کاربردهای بینصنعتی مانند هیت سینکهای LED با نور خیابانی و بدنههای دریچههای پنوماتیکی بر اساس تخصص پختهکاری ماشینها، با استفاده از ضریب هدایت حرارتی بالای آلومینیوم برای اتلاف گرما کارآمد، به کار میروند.
| سیستم کاربردی | قطعات معمولی دایکست | درجه مواد | الزامات اصلی عملکرد |
| سیستم موتور | پیستون، پوشش سر سیلندر، تابه روغن | A380، ADC12 | استحکام در دمای بالا، مقاومت در برابر سایش |
| سیستم انتقال | محفظه گیربکس، محفظه کلاچ | A380، AlSi10MnMg | سختی، آب بندی، هدایت حرارتی |
| نیرومحرکه انرژی نو | محفظه موتور، صفحات انتهایی باتری | AlSi10MnMg، A365 | رسانایی حرارتی، محافظ EMI، هوابندی |
| سیستم شاسی | بند فرمان، براکت بازوی کنترلی | A356، AlSi7Mg | استحکام خستگی، چقرمگی ضربه |
| ساختار بدن | اتصالات ستون A، برج های شوک | AlSi10MnMg | جذب انرژی تصادف، قابلیت اطمینان اتصال |
نکته قابل توجه، پیشرفتها در فناوری ریختهگری یکپارچه باعث شده است که مجموعههای کف عقب تسلا مدل Y و اجزای ساختاری بسیار بزرگ مشابه در یک عملیات ریختهگری شکل بگیرند. این رویکرد بیش از 70 قطعه تکی مهر و موم شده و جوش داده شده را در یک قالب ریخته گری ادغام می کند و زنجیره تامین و فرآیندهای مونتاژ را به طور قابل توجهی ساده می کند. این روند نشان می دهد که فناوری ریخته گری از تولید تک جزئی به سمت قطعات ساختاری یکپارچه در مقیاس بزرگ در حال تکامل است.
ریخته گری قطعات خودکار با کیفیت بالا به هماهنگی سیستماتیک بین طراحی قالب، پارامترهای ریخته گری و عملیات پس از پردازش بستگی دارد. در مرحله طراحی قالب، موقعیت گیت، کانال های هواگیری و طرح مدار خنک کننده مستقیماً کامل بودن پر شدن و میزان تخلخل داخلی را تعیین می کند. پلتفرمهای طراحی CAD/CAE/CAM یکپارچه شبیهسازی مجازی جریان آلومینیوم، انقباض انجماد و توزیع تنش حرارتی را ممکن میسازد و امکان شناسایی زودهنگام خطرات نقص از جمله گیر افتادن گاز، بسته شدن سرد و ترکخوردگی داغ را فراهم میکند.
کنترل دقیق پارامترهای ریخته گری به همان اندازه حیاتی است. برای ماشین های ریخته گری اتوماتیک کلاس 1600 تن، پنجره های فرآیند معمولی عبارتند از: دمای آلومینیوم مذاب 680 تا 720 درجه سانتی گراد، دمای قالب 180 تا 240 درجه سانتی گراد، فشار تزریق 60 تا 100 مگاپاسکال، با موقعیت های سوئیچینگ با سرعت بالا که دقیقاً بر اساس ضخامت دیواره قطعه تنظیم شده است. دمای بیش از حد آلومینیوم باعث افزایش جذب اکسید و تمایلات لحیم کاری قالب می شود، در حالی که دمای ناکافی قالب منجر به بسته شدن سرد و علائم جریان سطحی می شود. در نتیجه، کنترل هماهنگ بین واحدهای دمای قالب و ماشینهای ریختهگری زیربنای سازگاری دستهای را تشکیل میدهد.
عملیات پس از پردازش شامل برداشتن دروازه، عملیات حرارتی، ماشینکاری دقیق و تکمیل سطح است. عملیات حرارتی T6 به طور قابل توجهی استحکام کششی مواد A356 را از تقریباً 180 مگاپاسکال در حالت ریخته گری به بیش از 310 مگا پاسکال افزایش می دهد. برای اجزای مهم آب بندی مانند محفظه گیربکس و بدنه سوپاپ، آزمایش نشت 100٪ اجباری است، با آشکارسازهای نشت طیف سنجی جرمی هلیوم که قادر به شناسایی ریزنشت ها در سطوح 1×10-5Pa·m3/s هستند.
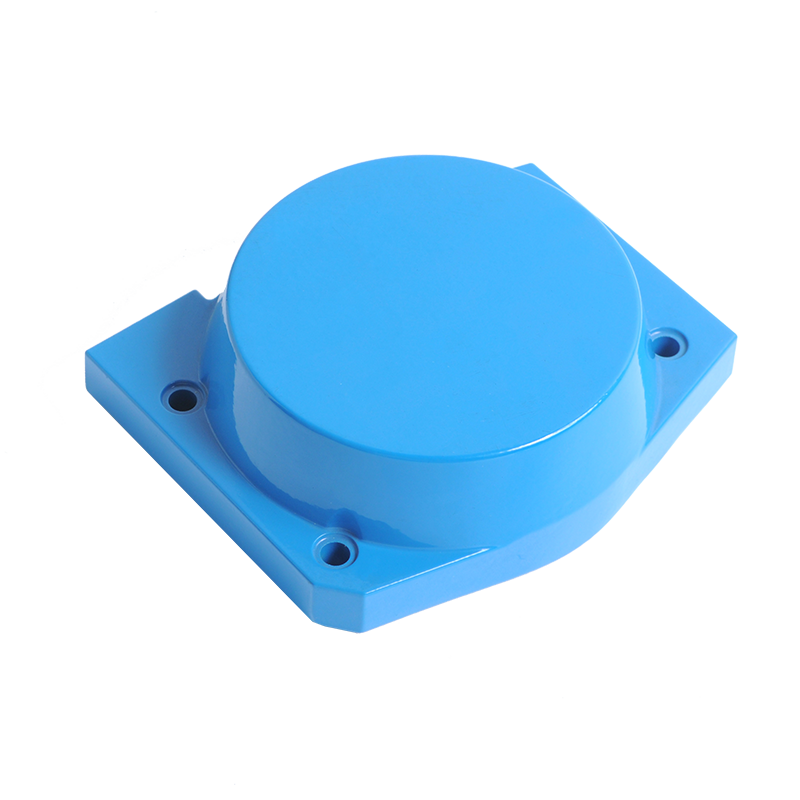
در حالی که آلیاژهای آلومینیوم بر اجزای ساختاری بزرگ خودرو غالب هستند، ریخته گری روی ارزش منحصر به فرد را در قطعات دقیق کوچک حفظ می کند. نقطه ذوب آلیاژ روی تقریباً 420 درجه سانتیگراد است که به طور قابل ملاحظه ای کمتر از آلیاژهای آلومینیوم است، که منجر به کاهش بارگذاری حرارتی در قالب و افزایش عمر قالب به 500000 تا 1000000 سیکل می شود، در مقایسه با 100000 تا 200000 چرخه دی آلومینیم بیش از مولود. ریخته گری روی دقت ابعادی بالاتری را در سطوح CT4 تا CT5 به دست میآورد، با سطوح مناسب برای روکش کروم تزئینی مستقیم، که معمولاً برای مکانیسمهای قفل درب خودرو، نمادهای تزئینی و اتصالات دقیق در کاربردهای دستهای کوچک و با ارزش افزوده بالا اعمال میشود.
با این حال، چگالی آلیاژ روی 6.7g/cm³ تقریباً 2.5 برابر آلومینیوم است که کاربرد آن را در ساختارهای اولیه خودروهای سبک وزن محدود می کند. بنابراین، سازندگان دایکستینگ معمولاً بر اساس ابعاد قطعه، اهداف وزنی و الزامات عملکردی تصمیمات انتخاب مواد را بین آلومینیوم و روی میگیرند: محفظههای بزرگ و اجزای ساختاری آلیاژهای آلومینیوم را در اولویت قرار میدهند، در حالی که اجزای انتقال دقیق و قطعات تزئینی ممکن است راهحلهای قالب ریختهگری روی را در نظر بگیرند.
هنگام انتخاب تامین کنندگان ریخته گری قطعات خودرو، ارزیابی در سه بعد توصیه می شود: سیستم های کیفیت، قابلیت های تجهیزات و تیم های فنی. اول، گواهینامه IATF16949 به عنوان آستانه ورود به زنجیره های تامین خودرو عمل می کند و تامین کنندگان را ملزم به اجرای مدیریت ریسک در فرآیندهای توسعه طراحی، تولید و خدمات می کند. دوم، تناژ نیروی گیره ماشین ریخته گری حداکثر مساحت پیش بینی شده قطعات قابل تولید را تعیین می کند. تجهیزات کلاس 1600 تنی اکثر محفظههای گیربکس و محفظه موتور را پوشش میدهند، در حالی که اجزای ساختاری یکپارچه بسیار بزرگ به ماشینهایی با وزن بالای 6000 تن نیاز دارند.
قابلیت طراحی قالب داخلی نشان دهنده یکی دیگر از شاخص های اصلی است. تولیدکنندگان مجهز به بیش از 80 مرکز ماشینکاری CNC، ماشین آلات EDM و تجهیزات سیم برش می توانند فرآیند کامل طراحی قالب، ماشینکاری، مونتاژ و تولید آزمایشی را در محل تکمیل کنند و چرخه های توسعه محصول جدید را کوتاه کنند. علاوه بر این، پیکربندیهای آزمایشگاهی شامل طیفسنجها، سیستمهای بازرسی اشعه ایکس و دستگاههای اندازهگیری مختصات، قابلیت ردیابی کامل دادهها را از دریافت مواد خام تا حمل و نقل محصول نهایی تضمین میکنند.
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo