نقل قول کنید
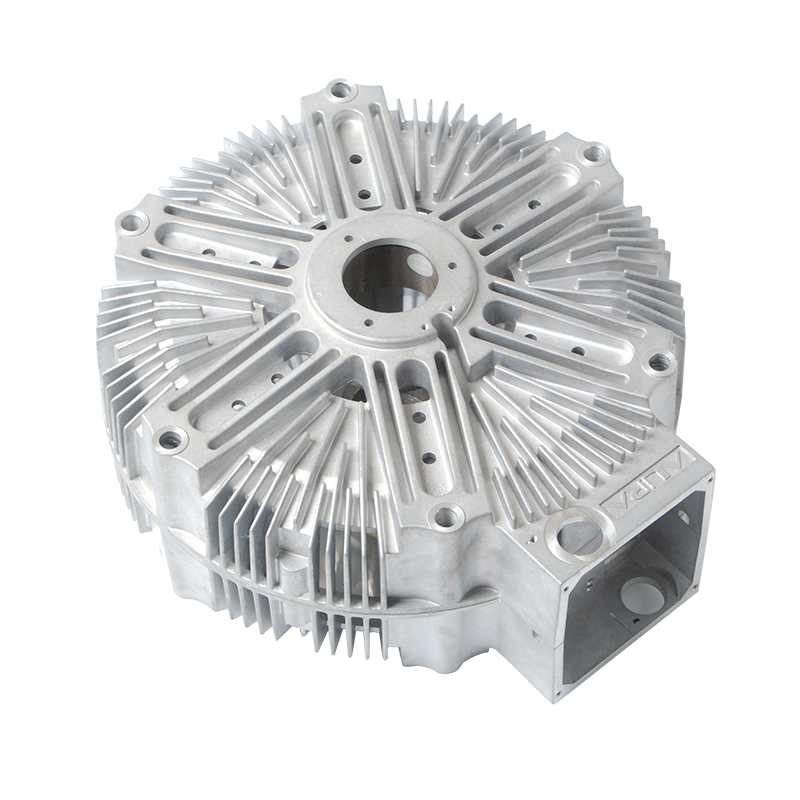
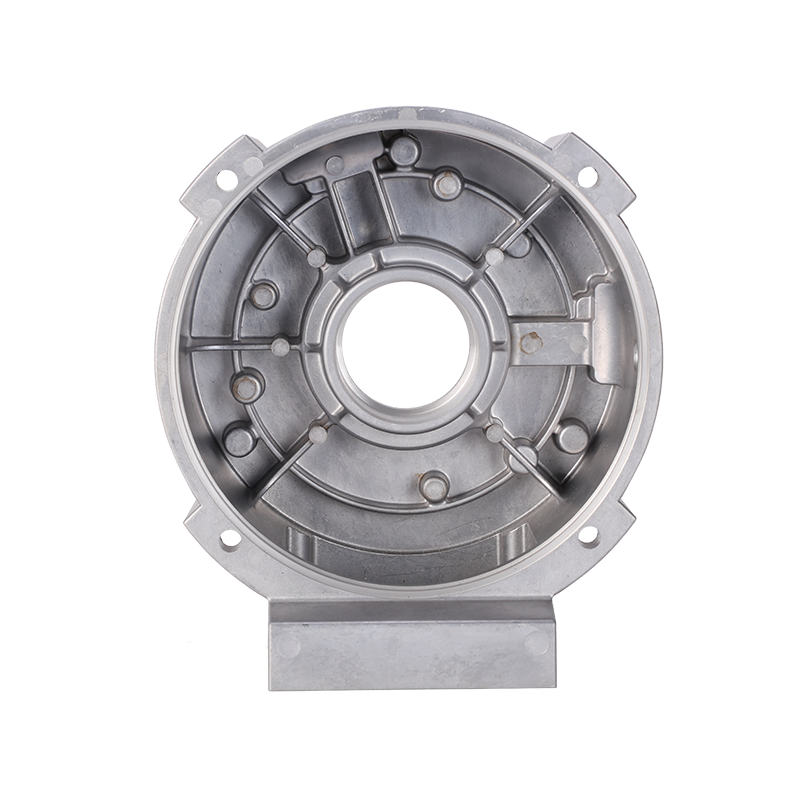
ریخته گری بدنه جعبه دنده یک فرآیند تولید با فشار بالا است که آلیاژ آلومینیوم مذاب را به یک قالب فولادی دقیق (قالبی) تزریق میکند تا محفظههای انتقال پیچیده، سبک و دقیق ابعادی تولید کند. این فرآیند تولید هندسههای پیچیده را امکانپذیر میسازد - از جمله بالههای خنککننده، باسهای نصب، و ساختارهای دندهای داخلی - که دستیابی به آنها از طریق ماشینکاری یا سایر روشهای ریختهگری دشوار یا مقرون به صرفه است.
این فرآیند معمولاً از ماشینهای ریختهگری فشار بالا محفظه سرد (HPDC) با نیروی گیره بین 500 تا 4000 تن استفاده میکند که قادر به تولید محفظههای جعبه دنده با ضخامت دیوارههای 0.8 تا 1.5 میلیمتر است و در عین حال تحملهای ابعادی فشرده پس از 0±0.NC0. زمان چرخه بسته به اندازه قطعه از 30 ثانیه تا 3 دقیقه متغیر است، که آن را برای تولید خودروهای با حجم بالا که در آن حجم سالانه بیش از 50000 دستگاه است، ایده آل می کند.
اجزای به دست آمده نسبت مقاومت به وزن بسیار خوبی را ارائه می دهند، با محفظه های گیربکس دایکاست آلومینیومی معمولی که وزن آنها 30 تا 40 درصد کمتر از ریخته گری آهنی است و در عین حال استحکام کافی برای حفظ تراز دنده تحت بارهای عملیاتی 200 تا 500 نیوتن متر گشتاور را فراهم می کند.
آلیاژهای آلومینیوم بر کاربردهای محفظه گیربکس غالب هستند، با A380، ADC12، و A360 که سه انتخاب اصلی مواد را نشان میدهند، که هر کدام ویژگیهای عملکردی متمایز متناسب با نیازهای عملیاتی خاص را ارائه میدهند.
| آلیاژ | محتوای سیلیکون | استحکام کششی | ویژگی های کلیدی | برنامه های کاربردی اولیه |
|---|---|---|---|---|
| A380 | 7.5-9.5٪ | 324 مگاپاسکال | بهترین آلیاژ همه منظوره؛ ریخته گری و ماشین کاری عالی؛ نسبت قدرت به هزینه خوب | محفظه های عمومی خودرو، جعبه های انتقال، براکت های ساختاری |
| ADC12 | 9.6-12.0٪ | 310 مگاپاسکال | سیالیت برتر؛ عالی برای مقاطع دیوار نازک (0.6-1.2mm)؛ ثبات ابعادی بالا | محفظه های الکترونیکی پیچیده، اجزای انتقال با دیواره نازک، قطعات با جزئیات بالا |
| A360 | 9.0-10.0٪ | 317 مگاپاسکال | مقاومت در برابر خوردگی برتر؛ سفتی فشار بهبود یافته؛ استحکام بهتر در دمای بالا | کاربردهای دریایی، اجزای سیستم انتقال قدرت، محفظه های مهر و موم شده که نیاز به یکپارچگی فشار دارند |
| A383 | 9.5-11.5٪ | 310 مگاپاسکال | A380 اصلاح شده با سیالیت بهبود یافته برای قطعات بسیار نازک | بدنه گیربکس دیوار نازک پیچیده |
| A413 | 11.0-13.0٪ | 295 مگاپاسکال | سفتی فشار و هدایت حرارتی عالی | اجزای حامل سیال، محفظه مبدل حرارتی |
تضمین کیفیت برای قالب های ریخته گری محفظه جعبه دنده بر یک رویکرد بازرسی چند لایه متکی است که روش های آزمایش بصری، ابعادی و غیر مخرب (NDT) را برای تشخیص عیوب سطحی و داخلی ترکیب می کند. با توجه به اینکه محفظههای گیربکس باید یکپارچگی فشار و قابلیت اطمینان ساختاری را تحت بارگذاری چرخهای حفظ کنند، پروتکلهای بازرسی معمولاً به نرخ تشخیص عیب بیش از 99.5 درصد برای ویژگیهای ایمنی حیاتی دست مییابند.
تخلخل در قالب های ریخته گری محفظه گیربکس آلومینیومی عمدتاً به صورت تخلخل گاز (حفره های کروی 5-50 میکرومتر ناشی از هیدروژن به دام افتاده) و تخلخل انقباض (حفره های نامنظم 10-200 میکرومتر ناشی از انقباض انجماد) با پیشگیری مؤثر مستلزم یک رویکرد آماده سازی در سطح سیستم، فرآیند ریخته گری، فناوری های پیشرفته کنترلی و ترکیبی از من است.
در حالی که آلیاژهای آلومینیوم بر تولید محفظه گیربکس غالب هستند، آلیاژهای منیزیم و روی جایگزین های قانع کننده ای را برای کاربردهای خاص که در آن کاهش وزن، ظرفیت میرایی یا ملاحظات هزینه اولویت دارند، ارائه می دهند.
ریخته گری منیزیمی فراهم می کند 33٪ چگالی کمتر از آلومینیوم (1.8 g/cm³ در مقابل 2.7 g/cm³)، که آنها را برای گیربکسهای EV جذاب میکند که هر کیلوگرم بر برد تأثیر میگذارد. AZ91D قابلیت ریختهگری و مقاومت در برابر خوردگی عالی را ارائه میکند، در حالی که AM60B انعطافپذیری و مقاومت در برابر ضربه را برای کاربردهای بحرانی در برابر تصادف ارائه میکند.
آلیاژهای روی سیالیت فوقالعادهای را ارائه میدهند و ضخامت دیوارهها را تا 0.4 میلیمتر و هندسههای پیچیدهای به شکل شبکه با حداقل زوایای کشش را ممکن میسازند. زاماک 3 استحکام کششی 280 مگاپاسکال را با شکل پذیری عالی (10 درصد ازدیاد طول) فراهم می کند. در مقایسه با ریخته گری آلومینیومی
| مواد | چگالی (g/cm³) | استحکام کششی (MPa) | حداکثر دما (درجه سانتیگراد) | هزینه نسبی |
|---|---|---|---|---|
| آلومینیوم A380 | 2.7 | 324 | 200 | 1.0× (خط پایه) |
| منیزیم AZ91D | 1.8 | 230 | 120 | 2.5× |
| زینک زاماک 5 | 6.6 | 331 | 120 | 0.8× |
ریخته گری استاندارد آلومینیوم به ضخامت دیواره 0.8-1.5 میلی متر برای مناطق عمومی و 2.0-4.0 میلی متر برای باس های نصب سازه می رسد. با آلیاژ ADC12 و دروازه بهینه شده، بخش هایی به نازک 0.6 میلی متر برای ویژگی های غیر ساختاری امکان پذیر است.
قالب های فشار قوی معمولی به دلیل تخلخل داخلی نمی توانند تحت عملیات حرارتی T6 قرار گیرند که باعث ایجاد تاول می شود. با این حال، ریخته گری تحت خلاء با سطح تخلخل کمتر از 0.3% می تواند با موفقیت تحت درمان T6 قرار گیرد ، دستیابی به استحکام کششی تا 380 مگاپاسکال.
ریخته گری به قیمت رقابتی می شود حجم سالانه بیش از 5000-10000 واحد ، با حداکثر بازده اقتصادی 50000 واحد. در زیر این آستانه، ریخته گری شن و ماسه یا ماشینکاری CNC ممکن است علیرغم هزینه های هر واحد بالاتر، مقرون به صرفه تر باشد.
سیستم های خلاء 15 تا 25 درصد به هزینه های ابزارآلات و 10 تا 15 درصد به زمان چرخه اضافه می کنند، اما نرخ ضایعات را از 8 تا 12 درصد به 2 تا 4 درصد کاهش می دهند در حالی که عملیات حرارتی و جوشکاری را امکان پذیر می کنند. برای اجزای ساختاری خودرو، زمانی که بهبود کیفیت در نظر گرفته شود، تأثیر هزینه کل معمولا خنثی یا مثبت است.
سطوح استاندارد به عنوان ریخته گری به Ra 3.2-6.3 میکرومتر می رسند. گزینه های تکمیل ثانویه شامل شات بلاست (Ra 1.6-3.2 میکرومتر)، آنودایز (تزیینی نوع II یا پوشش سخت نوع III)، پوشش پودری، پوشش الکترونیکی و پوشش تبدیل کرومات برای محافظت در برابر خوردگی است.
تست پوسیدگی فشار، فشار هوای 0.3-0.6 مگاپاسکال را بر روی حفرههای مهر و موم شده اعمال میکند و افت فشار کمتر از 5% را طی 30 ثانیه بررسی میکند. تست نشت هلیوم (حساسیت 10-6 mbar·l/s) برای نیازهای شدید مانند محفظه باتری EV یا محفظه انتقال هرمتیک استفاده می شود.
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo