نقل قول کنید
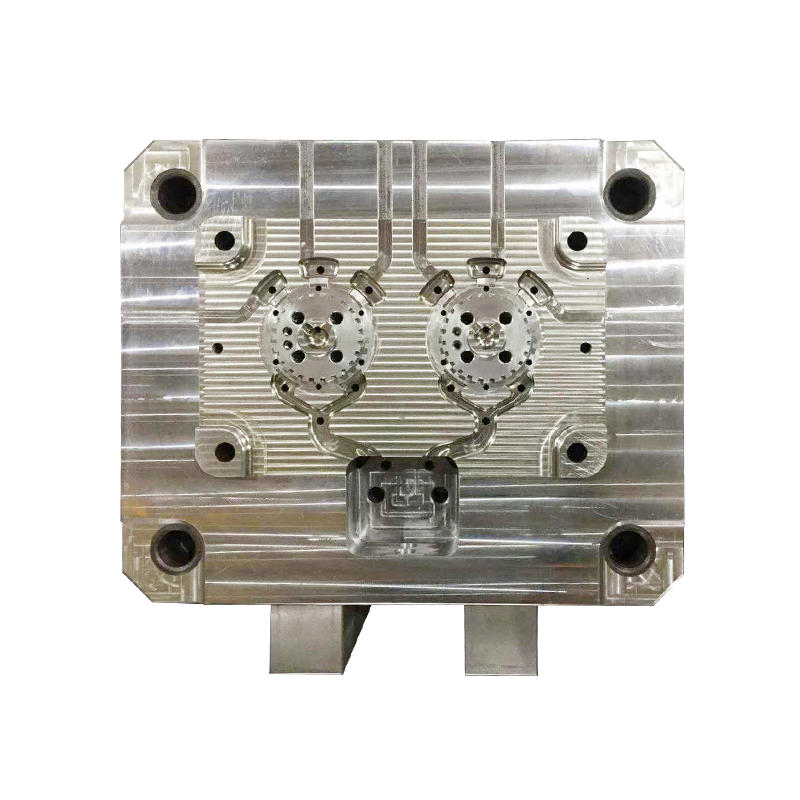
ریخته گری روی یک فرآیند تولید با فشار بالا است که در آن آلیاژ روی مذاب به قالب های فولادی سخت شده تزریق می شود تا اجزای فلزی پیچیده و دقیق با استحکام و پوشش سطحی برتر تولید شود. این فرآیند در دماهای نسبتاً پایین (380 تا 420 درجه سانتیگراد) در مقایسه با آلومینیوم عمل می کند و چرخه تولید سریعتر و عمر قالب را طولانی تر می کند.
ریختهگری روی برای تولید قطعات غیرآهنی در حجم بالا با تحملپذیری بسیار ایدهآل است، در حالی که ریختهگری سرمایهگذاری در تولید هندسههای پیچیده در آلیاژهای با دمای بالا مانند فولاد ضد زنگ برتری دارد.
| مشخصه | ریخته گری روی | ریخته گری سرمایه گذاری |
|---|---|---|
| مواد قالب | فولاد سخت شده (قابل استفاده مجدد) | سرامیک (یکبار مصرف) |
| محدوده مواد | غیر آهنی (روی، آلومینیوم) | آهنی و غیر آهنی (فولاد، سوپرآلیاژ) |
| تحمل (تا 25 میلی متر) | ± 0.050 میلی متر | ± 0.250 میلی متر |
| نرخ تولید | 3-45 شوت در دقیقه | ساعت در هر قسمت |
| زندگی ابزار | 150000–1000000 شلیک | 1 شات در هر قالب |
| بهترین حجم | حجم بالا (10000 ) | حجم کم تا متوسط |
| پایان سطح | صاف (Ra ≤ 1.0 میکرومتر) | عالی |
ریختهگری با ماشینهای چند لغزنده به زمانهای چرخهای تا 45 شات در دقیقه میرسد، در حالی که ریختهگری سرمایهگذاری به مراحل کار فشرده نیاز دارد، از جمله ایجاد الگوی مومی و ساخت پوسته سرامیکی. برای قطعات روی با حجم بالا، ریختهگری با دایکست با وجود هزینههای اولیه بالاتر از 15000 تا 60000 دلار، کارایی بالاتری را ارائه میدهد.
آلیاژهای روی مقاومت بالایی در برابر ضربه، چسبندگی آبکاری بهتر، تحملهای محکمتر و عمر قالب طولانیتر در مقایسه با آلومینیوم دارند، که آنها را به انتخاب ارجح برای قطعات با دقت کوچک تا متوسط زیر 500 گرم تبدیل میکند.
با این حال، آلومینیوم برای کاربردهای حساس به وزن (چگالی 2.7 گرم در سانتیمتر مکعب در مقابل 6.6 گرم بر سانتیمتر مکعب روی) و محیطهای با دمای بالا بیش از 150 درجه سانتیگراد، که در آن خواص مکانیکی روی کاهش مییابد، ترجیح داده میشود.
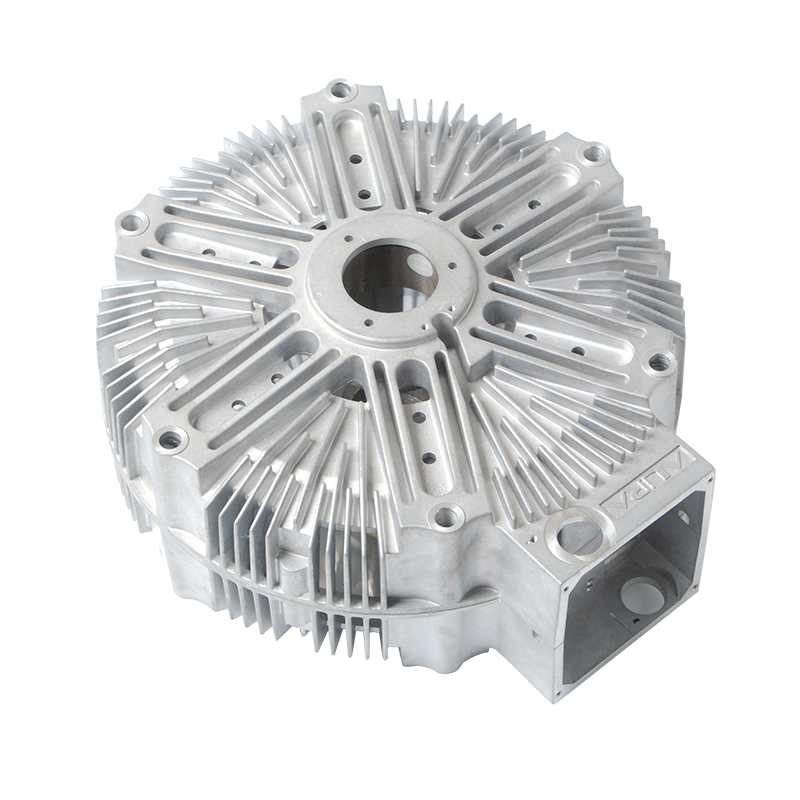
ریخته گری روی عمدتاً در داخل خودروها، محفظه های الکترونیکی، قطعات سخت افزاری و کالاهای مصرفی استفاده می شود که دقت، دوام و کارایی هزینه بسیار مهم است.
ریخته گری روی نسبت مقاومت به وزن عالی با مقاومت کششی بین 280 مگاپاسکال تا 390 مگاپاسکال، بسته به ترکیب آلیاژ، همراه با مقاومت در برابر ضربه و سختی برتر در مقایسه با نمونه های آلومینیومی، نشان می دهد.
| اموال | زمک 3 | زمک 5 | ZA-8 |
|---|---|---|---|
| تراکم | 6.6 گرم بر سانتی متر مکعب | 6.6 گرم بر سانتی متر مکعب | 6.3 گرم بر سانتی متر مکعب |
| استحکام کششی | 280 مگاپاسکال | ~ 330 مگاپاسکال | ~ 390 مگاپاسکال |
| قدرت تسلیم | 210 مگاپاسکال | ~ 260 مگاپاسکال | ~ 320 مگاپاسکال |
| ازدیاد طول | ~ 10٪ | ~ 7٪ | ~ 3٪ |
| سختی (HB) | 82 | 91 | 120 |
| حداقل ضخامت دیوار | 0.6-3.0 میلی متر | 0.6-3.0 میلی متر | 1.0-4.0 میلی متر |
| زندگی ابزار | 500 هزار تا 1 میلیون شات | مشابه | کمی پایین تر |
زاماک 3 بهترین توازن استحکام و شکل پذیری را با 10 درصد کشیدگی ارائه می دهد و آن را به متداول ترین آلیاژ تبدیل می کند. زاماک 5 استحکام کششی 18 درصدی (330 مگاپاسکال) را برای کاربردهای ساختاری بیشتر فراهم می کند. آلیاژهای ZA با محتوای آلومینیوم بالاتر، سختی بالاتر (120 HB) و مقاومت در برابر سایش را برای قطعات سنگین ارائه می دهند.
انجماد سریع در طول ریخته گری یک ساختار دانه متالورژیکی ظریف ایجاد می کند که قالب های ریخته گری روی را می سازد. قوی تر از آلومینیوم 356-T6 ریخته گری شن و ماسه، برنز SAE 40 و چدن کلاس 30 .
ریخته گری روی از نظر اقتصادی مقرون به صرفه می شود 10000 عدد در هر سفارش ، که در آن هزینه های ابزارآلات 15000 تا 60000 دلار را می توان در طول دوره تولید مستهلک کرد. برای حجم های کمتر از 5000 واحد، ماشینکاری CNC یا ریخته گری سرمایه گذاری ممکن است مقرون به صرفه تر باشد.
خیر. آلیاژهای روی برای سرویس مداوم بالا توصیه نمی شوند 95-120 درجه سانتیگراد (بسته به آلیاژ)، با حداکثر مطلق در حدود 150 درجه سانتیگراد. بالاتر از این دماها، خواص مکانیکی به طور قابل توجهی به دلیل خزش کاهش می یابد. برای کاربردهای در دمای بالا، آلومینیوم یا فولاد ریخته گری سرمایه گذاری ترجیح داده می شود.
بله. آلیاژهای روی هستند 100% قابل بازیافت بدون افت کیفیت ضایعات تولید، رانرها و مواد سرریز را می توان بلافاصله ذوب و مجدداً مورد استفاده قرار داد، که از اصول اقتصاد دایره ای حمایت می کند و ضایعات مواد را در مقایسه با فرآیندهای ماشینکاری کاهش می دهد.
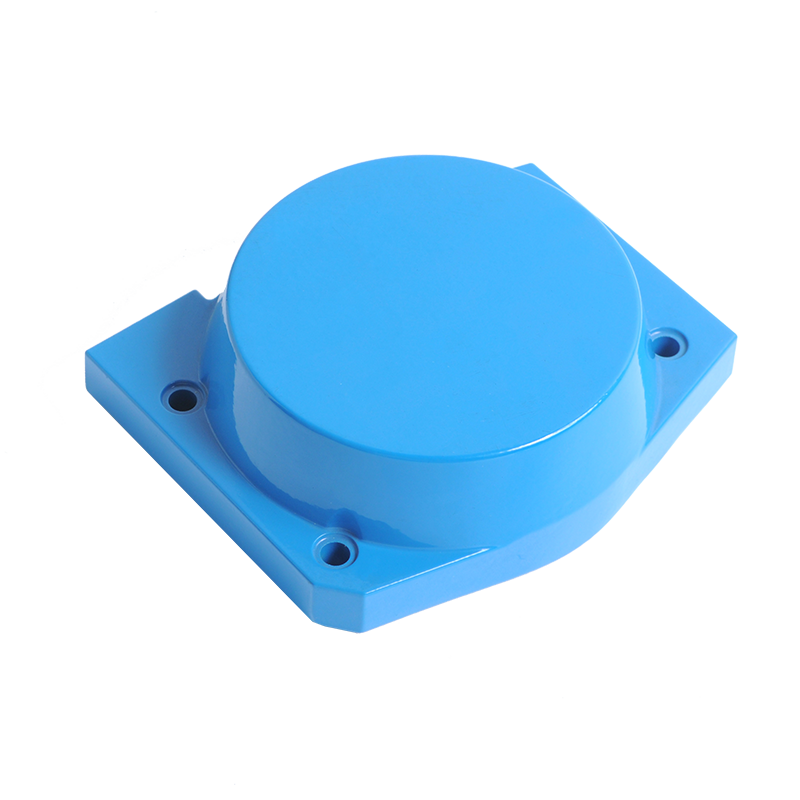
ریخته گری روی طیف گسترده ای از پرداخت ها را می پذیرد، از جمله آبکاری (کروم، نیکل، روی)، پوشش پودری، رنگ آمیزی، پرداخت و سندبلاست . سطح صاف ریخته گری (Ra ≤ 1.0 میکرومتر) یک پایه عالی برای پوشش های تزئینی فراهم می کند.
روی دارای چگالی بالاتر (6.6 گرم در سانتی متر مکعب) در مقایسه با آلومینیوم (2.7 گرم در سانتی متر مکعب) است که باعث می شود قطعات روی تقریباً انجام شود. 2.4 برابر سنگین تر نسبت به قطعات آلومینیومی معادل این امر باعث می شود آلومینیوم برای کاربردهای مهم وزن ترجیح داده شود، در حالی که روی برای قطعات دقیق کوچک که در آن استحکام و قابلیت ریخته گری بیشتر از وزن اهمیت دارد، ترجیح داده می شود.
ریخته گری استاندارد روی به تحمل خطی می رسد ± 0.050 میلی متر برای ابعاد تا 25 میلی متر ±0.075mm تا 50mm و ±0.100mm تا 75mm—به طور قابل توجهی محکم تر از ±0.250mm ریخته گری سرمایه گذاری برای همان محدوده است. ریختهگری چند لغزنده میتواند تحملهای سختتری نیز داشته باشد.
ریخته گری اتاق داغ برای روی غالب است زیرا پیستون تزریق در فلز مذاب غوطه ور می ماند و زمان چرخه را ممکن می کند. 12-20 ثانیه و نرخ تولید تا 4 تا 5 شات در دقیقه. این به دلیل نقطه ذوب پایین روی (380-420 درجه سانتیگراد) و خورندگی کم، که از آسیب به اجزای دستگاه جلوگیری می کند، امکان پذیر است.
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo