قالب دایکاست چیست؟
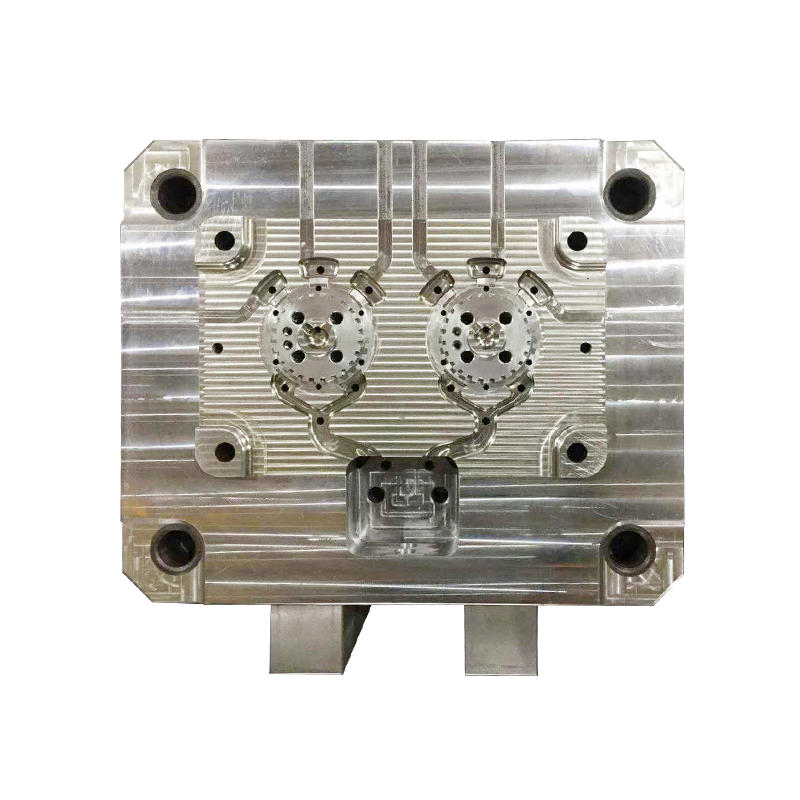
الف قالب ریخته گری قالب یک ابزار فلزی با مهندسی دقیق است که فلز مذاب را تحت فشار بالا (معمولاً 1500 تا 25000 psi) به اجزای پیچیده و توری شکل با تلورانسهایی به اندازه 0.002 ± اینچ (0.05 ± میلیمتر) شکل میدهد. این به عنوان رابط مهم بین ماشین ریخته گری و محصول نهایی عمل می کند و کیفیت قطعه، دقت ابعاد و راندمان تولید را تعیین می کند.
بر خلاف ریخته گری شن و ماسه یا ریخته گری سرمایه گذاری، قالب های ریخته گری قالب ابزارهای قابل استفاده مجدد هستند که می تواند تولید کند 100000 تا 1000000 شات قبل از نیاز به تعویض، بسته به متریال و طراحی این قالب از دو نیمه تشکیل شده است - قالب ثابت پوششی و قالب اجکتور متحرک - که نزدیک به یک حفره منطبق با هندسه قطعه مورد نظر است.
ویژگی های کلیدی
- مواد: فولادهای ابزار درجه یک مانند H13 (1.2344)، 8407 یا DIEVAR، برای تعادل بهینه سختی و چقرمگی تا 44-48 HRC عملیات حرارتی شده اند.
- دمای عملیاتی: دمای سطح حفره از 300 درجه فارنهایت تا 500 درجه فارنهایت (150 تا 260 درجه سانتیگراد) برای آلومینیوم و تا 700 درجه فارنهایت (370 درجه سانتیگراد) برای آلیاژهای روی متغیر است.
- زمان چرخه: چرخه های تولید معمولی از 30 ثانیه تا 2 دقیقه متغیر است که امکان تولید 500 تا 2000 عکس با حجم بالا در روز را فراهم می کند.
اجزای ساختاری اصلی قالب ریخته گری قالب
یکپارچگی عملکرد یک قالب ریخته گری به شش سیستم جزء ضروری که به طور هماهنگ کار می کنند متکی است. هر جزء به چالشهای حرارتی، مکانیکی و عملیاتی خاص مربوط به تزریق فلز با فشار بالا میپردازد.
| جزء | تابع | مشخصات بحرانی |
|---|---|---|
| حفره و هسته | هندسه قطعه و ویژگی های داخلی را تعریف کنید | تحمل: 0.001 ± اینچ. پرداخت سطح: 16-32 میکرون Ra |
| اسپرو بوشینگ | فلز مذاب را از نازل دستگاه جدا کنید | سخت شده تا 50-52 HRC؛ زاویه کشش 3-5 درجه |
| سیستم دونده | فلز را به دروازه های حفره توزیع کنید | مقطع ذوزنقه ای؛ سرعت: 30-60 متر بر ثانیه |
| کانال های خنک کننده | تنظیم تعادل حرارتی و انجماد | قطر: 8-12 میلی متر؛ فاصله از حفره: 1.5-3× قطر |
| سیستم اجکتور | ریخته گری جامد شده را از قالب خارج کنید | قطر پین: 3-8 میلی متر؛ 1-3 درجه مخروطی؛ 20-30 پین معمولی |
| سیستم تهویه | هوا را خارج کنید و از تخلخل گاز جلوگیری کنید | عمق: 0.05-0.15 میلی متر؛ کل مساحت دریچه: 20-30٪ مساحت دروازه |
معماری مدیریت حرارتی
شبکه کانال خنک کننده پیچیده ترین چالش طراحی را نشان می دهد. خنک کننده نامناسب باعث 60 تا 70 درصد عیوب کیفیت مربوط به قالب می شود. قالبهای مدرن از کانالهای خنککننده منسجم استفاده میکنند که از خطوط حفره پیروی میکنند و زمان چرخه را در مقایسه با کانالهای مته مستقیم معمولی 20 تا 40 درصد کاهش میدهند. به عنوان مثال، یک قالب محفظه انتقال با خنک کننده منسجم، زمان چرخه را از 85 ثانیه به 52 ثانیه کاهش می دهد در حالی که سازگاری ابعادی را تا 35 درصد بهبود می بخشد.
عیب های رایج و عیب یابی
الفpproximately 85% of die casting defects originate from mold-related issues rather than machine parameters or material quality. درک علل ریشه ای امکان تشخیص سریع و اقدامات اصلاحی را فراهم می کند.
تخلخل و گیر افتادن گاز
سطوح تخلخل بیش از 3-5 درصد حجمی معمولاً قطعات را برای کاربردهای ساختاری غیرقابل قبول می کند. علل ریشه ای عبارتند از تهویه ناکافی (دریچه های مسدود شده با باقی مانده روان کننده یا تجمع آلومینیوم)، سرعت تزریق بیش از حد که باعث آشفتگی می شود، و طراحی نامناسب دروازه که باعث ایجاد حفره های هوا می شود. مراحل عیبیابی: عمق دریچه را به 0.10-0.15 میلیمتر افزایش دهید، سرعت پیستون را از 4 متر بر ثانیه به 2.5 متر بر ثانیه در مرحله پر شدن حفره کاهش دهید، و دروازهها را برای جلوگیری از مناطق هوای به دام افتاده تغییر مکان دهید.
علائم خاموشی سرد و جریان
بستن سرد زمانی اتفاق می افتد که دو جبهه فلزی زیر دمای همجوشی (تقریباً 1100 درجه فارنهایت / 593 درجه سانتیگراد برای آلومینیوم) قرار می گیرند. افزایش دمای قالب به میزان 50 درجه فارنهایت (28 درجه سانتیگراد) اغلب بسته های سرد را بدون تغییر پارامتر حذف می کند. اطمینان حاصل کنید که کانال های خنک کننده یکنواختی ± 5 درجه فارنهایت (3± درجه سانتیگراد) را در سراسر سطح حفره حفظ می کنند. علائم جریان نشان دهنده انجماد زودرس است. راه حل ها شامل افزایش دمای فلز به میزان 25-50 درجه فارنهایت (14-28 درجه سانتیگراد) یا افزایش ضخامت دروازه به میزان 0.5-1.0 میلی متر است.
عدم دقت ابعادی
آلیاژهای آلومینیوم در طول انجماد 4.5-5.5٪ کوچک می شوند. آلیاژهای روی 0.6-0.8٪ کوچک می شوند. طراحان قالب باید با کمک هزینه انقباض که دقیقاً با ترکیب آلیاژ کالیبره شده اند، جبران کنند. به عنوان مثال، آلومینیوم A380 به 5.0٪ جبران انقباض خطی نیاز دارد، در حالی که زاماک 3 روی فقط 0.7٪ نیاز دارد. رانش ابعادی در طول تولید اغلب نشان دهنده عدم تعادل حرارتی است - بررسی کنید که نرخ جریان کانال خنک کننده بیش از 2 گالن در دقیقه (7.6 لیتر در دقیقه) در هر مدار است.
چرا قالب ها برزها و ترک ها را ایجاد می کنند؟
فرزها (فلش) و ترک ها دو حالت پرهزینه شکست قالب را نشان می دهند که 45 درصد از نگهداری برنامه ریزی نشده قالب را تشکیل می دهند. درک منشاء متالورژیکی و مکانیکی آنها برای پیشگیری ضروری است.
مکانیسم تشکیل Burr
وقتی فلز مذاب به شکافهای بیش از 0.05 میلیمتر (0.002 اینچ) بین سطوح جفتگیری نفوذ میکند، سوراخها ایجاد میشوند. ضخامت فلاش به صورت تصاعدی با اندازه شکاف افزایش مییابد: یک شکاف 0.10 میلیمتری فلاش را 4× ضخیمتر از شکاف 0.05 میلیمتری تولید میکند. علل اولیه عبارتند از:
- کمبود نیروی بستن: تناژ ناکافی دستگاه امکان جداسازی قالب را فراهم می کند. نیروی گیره مورد نیاز = مساحت قطعه پیش بینی شده (in²) × فشار تزریق (psi) × ضریب ایمنی (1.2-1.5).
- لباس خط جدایی: الفfter 50,000-100,000 cycles, parting line surfaces develop micro-erosion from thermal cycling and abrasive metal flow, creating leak paths.
- اعوجاج حرارتی: گرمای ناهموار باعث خمیدگی 0.02-0.08 میلی متری در قالب های بزرگ (بیش از 20 اینچ) می شود و شکاف ها را در گوشه ها باز می کند.
دینامیک انتشار ترک
بررسی حرارتی (ترک خستگی حرارتی) پس از 5000-20000 چرخه در مناطق با گرمای بالا شروع می شود و در 0.1-0.5 میلی متر در هر 1000 سیکل منتشر می شود. این مکانیسم شامل تنشهای حرارتی چرخهای است: سطوح حفره در طول تزریق تا 600-800 درجه فارنهایت (315-427 درجه سانتیگراد) گرم میشوند، سپس در طول خنک شدن تا دمای 300-400 درجه فارنهایت (150-200 درجه سانتیگراد) خاموش میشوند. این نوسان دمایی 300 تا 400 درجه فارنهایت باعث ایجاد تنش فشاری در هنگام گرمایش و تنش کششی در هنگام خنکسازی میشود که از حد خستگی ماده فراتر میرود.
مکان های ترک در موارد زیر متمرکز می شوند:
- گوشه های داخلی تیز (فاکتور تمرکز تنش K تی > 3.0)
- مناطق دروازه با برخورد مستقیم فلز مذاب با سرعت 30-60 متر بر ثانیه
- بخش های جدار نازک (<3 میلی متر) با استخراج سریع حرارت
- سوراخ های پین اجکتور باعث افزایش استرس می شوند
افزایش عمر خدمات قالب ریخته گری قالب
اجرای استراتژی های جامع تمدید طول عمر می تواند طول عمر قالب را از 100000 شات به 300000 شات افزایش دهد و هزینه های هر قطعه را 60 تا 70 درصد کاهش دهد.
انتخاب مواد و عملیات حرارتی
فولاد ممتاز H13 با ذوب مجدد الکترو سرباره (ESR) باعث کاهش 90% اجزای غیرفلزی میشود، عمر شروع ترک را تا 40% افزایش میدهد. بهینه سازی عملیات حرارتی برای دستیابی به سختی 46-48 HRC با 12-14٪ آستنیت باقی مانده برای چقرمگی بهینه نیترید کردن یون به عمق 0.15-0.25 میلی متر سختی سطح را به 65-70 HRC افزایش می دهد و در مقابل فرسایش مقاومت می کند و در عین حال بستر انعطاف پذیر را حفظ می کند.
پروتکل های مدیریت حرارتی
با استفاده از کنترل خنک کننده حلقه بسته، دمای سطح حفره را در 15± درجه فارنهایت (8± درجه سانتیگراد) هدف حفظ کنید. اجرای خنک کننده پالسی (جریان متناوب خنک کننده) در مقایسه با جریان پیوسته، شوک حرارتی را تا 30 درصد کاهش می دهد. قالب ها را قبل از تولید در دمای 250-350 درجه فارنهایت (120-175 درجه سانتیگراد) گرم کنید تا شوک حرارتی اولیه را به حداقل برسانید. شروع "سرما" عمر مورد انتظار را 25-30٪ کاهش می دهد.
تعمیر و نگهداری و مهندسی سطح
تعمیر و نگهداری برنامه ریزی شده هر 10000 تا 15000 عکس از خرابی های فاجعه بار جلوگیری می کند. شیوه های کلیدی عبارتند از:
- دستگیری کرک: ترکهای حرارتی با عمق بیش از 0.5 میلیمتر را آسیاب کنید و با جوشکاری TIG با استفاده از مواد پرکننده منطبق، تعمیر کنید، و سپس در دمای 25 درجه فارنهایت (14 درجه سانتیگراد) پایینتر از دمای اولیه گرمکننده، آنها را با استفاده از مواد پرکننده مطابقت تعمیر کنید.
- پوشش های سطحی: پوشش های رسوب فیزیکی بخار (PVD) از TiAlN یا CrN (ضخامت 2-4 میکرومتر) لحیم کاری آلومینیوم را تا 80 درصد کاهش می دهد و فواصل پولیش را از 5000 تا 15000 شات افزایش می دهد.
- بهینه سازی روغن کاری: الفpply water-based lubricants at a 1:80-1:120 dilution ratio; excessive lubricant causes buildup and porosity, while insufficient application accelerates erosion.
طراحی برای طول عمر
تصمیمات طراحی 70 درصد پتانسیل عمر قالب را تعیین می کند. دستورالعمل های انتقادی:
- حداقل شعاع 1.5 میلی متری را در تمام گوشه های داخلی حفظ کنید (تمرکز تنش را تا 60 درصد کاهش می دهد.
- برای جلوگیری از فلاش ناشی از انحراف، نسبت طول به قطر هسته را به 4:1 محدود کنید.
- کانال های خنک کننده را با قطر 1.5-2.0× از سطح حفره برای استخراج حرارت بهینه بدون تضعیف ساختاری قرار دهید.
سوالات متداول در مورد قالب های ریخته گری قالب
محدوده هزینه معمولی برای قالب ریخته گری چقدر است؟
هزینه های قالب ریخته گری از 15000 دلار برای قطعات ساده روی تا 250000 دلار برای جعبه های پیچیده گیربکس خودرو متغیر است. قیمت قالبهای آلومینیومی معمولاً 20 تا 30 درصد بیشتر از قالبهای روی است که دلیل آن تنشهای حرارتی بالاتری است که به ساخت و ساز مستحکمتری نیاز دارند. قالب های اولیه با استفاده از فولاد P20 (به جای H13) هزینه های اولیه را 40-50٪ کاهش می دهد اما تولید را به 10000-20000 شات محدود می کند.
ساخت قالب دایکاست چقدر طول می کشد؟
زمان استاندارد قالب 8-16 هفته است، بسته به پیچیدگی: قالبهای دو صفحهای ساده به 6-8 هفته نیاز دارند، در حالی که اسلایدهای پیچیده و مکانیسمهای باز کردن پیچها، جدول زمانی را تا 14-20 هفته افزایش میدهند. برنامههای راش با استفاده از عملیات ماشینکاری موازی میتوانند این میزان را 30 تا 40 درصد با هزینه 15 تا 25 درصد کاهش دهند.
آیا قالب های دایکاست پس از تولید اولیه قابل اصلاح هستند؟
اصلاحات امکان پذیر اما پرهزینه هستند: جوشکاری و ماشینکاری مجدد سطوح حفره 15-25٪ قیمت قالب اولیه هزینه دارد. در حالی که افزودن اسلایدها یا تغییر خطوط جداسازی اغلب بیش از 50 درصد هزینه اولیه است. طراحی برای تغییر (درج های قابل جابجایی) امکان به روز رسانی هندسه را با 5-10٪ هزینه قالب فراهم می کند. برای 2-3 سفارش تغییر مهندسی (ECO) در طول چرخه عمر محصول برنامه ریزی کنید.
تفاوت بین قالب های ریخته گری معمولی و خلاء چیست؟
قالبهای ریختهگری تحت خلاء شامل خطوط جداکننده مهر و موم شده و سیستمهای تهویه با قابلیت دستیابی به فشار کمتر از 50 میلیبار است. کاهش تخلخل از 3-5٪ به <1٪ و امکان ریخته گری قابل عملیات حرارتی. هزینه های اضافی شامل شیرهای خلاء (2000 تا 5000 دلار)، سیستم های اجکتور مهر و موم شده، و تحمل ماشینکاری دقیق (0.01± میلی متر در سطوح جداکننده) است. قالب های خلاء برای اجزای ساختاری خودرو که نیاز به عملیات حرارتی T6 دارند ضروری هستند.
چگونه می توان تشخیص داد که یک قالب به پایان عمر خود رسیده است؟
معیارهای پایان عمر عبارتند از: رانش ابعادی بیش از نوارهای تحمل (معمولاً 0.005 ± اینچ)، تراکم ترک بیش از 5 ترک در هر اینچ مربع در مناطق بحرانی، یا هزینه های تعمیر بیش از 40 درصد هزینه تعویض. بسیاری از قالب ها قبل از بازنشستگی تحت 3-5 نوسازی اصلی (جوشکاری، ماشینکاری مجدد، نیتروژن دهی مجدد) قرار می گیرند که عمر کل را به 500000 شات افزایش می دهد. پیگیری هزینه های تعمیر تجمعی؛ هنگامی که تعمیر و نگهداری سالانه بیش از استهلاک قالب جدید باشد، جایگزینی آن توجیه اقتصادی دارد.