مراحل فرآیند ریخته گری قالب: یک راهنمای کامل
دایکستینگ یک فرآیند ریخته گری فلز است که شامل فشار دادن فلز مذاب تحت فشار بالا به داخل حفره قالب است. فرآیند شامل چهار مرحله اصلی: آماده سازی قالب، تزریق فلز، خنک سازی و انجماد، و بیرون ریختن . یک چرخه معمولی ریخته گری فشار بالا کامل می شود 15 تا 90 ثانیه بسته به پیچیدگی قطعه و مواد.
روش ریخته گری گام به گام
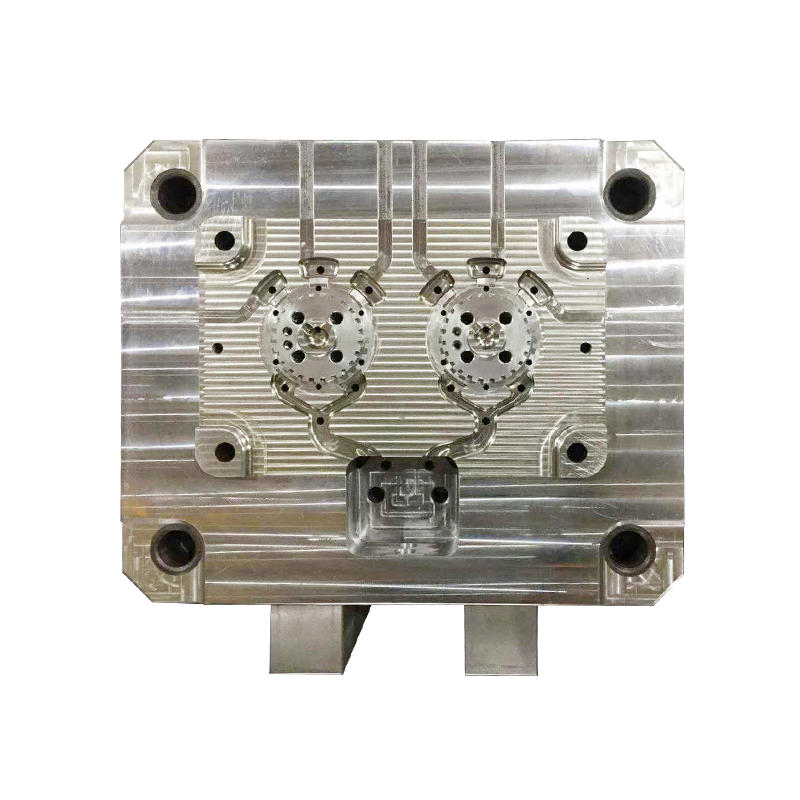
1. آماده سازی قالب و بستن
فرآیند دایکاست با آماده سازی قالب فولادی (دای) آغاز می شود. دو نیمه قالب تمیز می شوند، با یک ماده آزاد کننده روغن کاری می شوند و با یک گیره به هم متصل می شوند. نیروی گیره بالا از 100 تا 4000 تن برای تحمل فشار تزریق دمای مناسب قالب (معمولاً 150 درجه سانتیگراد تا 300 درجه سانتیگراد برای آلومینیوم) برای اطمینان از جریان بهینه فلز و جلوگیری از انجماد زودرس حفظ می شود.
2. تزریق فلز مذاب
فلز مذاب - معمولاً آلومینیوم، روی یا منیزیم - به یک محفظه شات منتقل می شود و به داخل حفره قالب تحت فشار وارد می شود. فشار بالا بین 1500 تا 25000 psi (10-170 مگاپاسکال) . مرحله تزریق معمولا طول می کشد 0.05 تا 0.15 ثانیه برای اجزای جدار نازک این پر کردن سریع از تشکیل اکسید جلوگیری می کند و پر شدن کامل حفره را تضمین می کند.
3. خنک سازی و انجماد
پس از تزریق، فلز مذاب به دلیل سیستم قالب خنک شده با آب، به سرعت سرد و جامد می شود. زمان خنک شدن بر اساس ضخامت مواد متفاوت است:
- مقاطع نازک (1-2 میلی متر): 5-10 ثانیه
- مقاطع متوسط (3-5 میلی متر): 10-20 ثانیه
- مقاطع ضخیم (> 5 میلی متر): 20-40 ثانیه
4. بیرون ریختن و پیرایش
پس از انجماد، قالب باز می شود و پین های اجکتور، ریخته گری را به بیرون فشار می دهند. مواد اضافی (فلاش، رانر و گیت ها) از طریق عملیات پیرایش حذف می شوند. سیستم های خودکار مدرن می توانند به دست آورند چرخه تخلیه به سرعت 15 ثانیه است برای اجزای ساده روی
تجزیه و تحلیل زمان چرخه ریخته گری فشار بالا
ریخته گری فشار بالا (HPDC) به دلیل قابلیت های تولید سریع آن ارزشمند است. کل زمان چرخه مجموع چند فاز است:
| فاز فرآیند | بخش ساده | قسمت پیچیده |
|---|---|---|
| بسته شدن و بستن قالب | 2-3 ثانیه | 3-5 ثانیه |
| تزریق فلز | 0.05-0.1 ثانیه | 0.1-0.3 ثانیه |
| خنک کننده/انجماد | 10-15 ثانیه | 30-60 ثانیه |
| باز کردن و بیرون ریختن قالب | 2-3 ثانیه | 4-8 ثانیه |
| کل زمان چرخه | 15-25 ثانیه | 40-90 ثانیه |
ریختهگری روی معمولاً به دلیل نقطه ذوب پایینتر روی (419 درجه سانتیگراد در مقابل 660 درجه سانتیگراد) و سیالیت برتر، چرخههای سریعتری نسبت به آلومینیوم به دست میآورد. اجزای روی اغلب چرخه های خود را تکمیل می کنند 15-30 ثانیه در مقایسه با آلومینیوم 30-90 ثانیه .
ریخته گری در مقابل ریخته گری شن و ماسه: مقایسه فرآیند
درک تفاوت های ریخته گری دایکاست و ریخته گری شن و ماسه به سازندگان کمک می کند تا فرآیند مناسب را انتخاب کنند:
| پارامتر | ریخته گری فشار بالا | ریخته گری شن و ماسه |
|---|---|---|
| نرخ تولید | بالا (صدها در ساعت) | کم (ده ها در ساعت) |
| پایان سطح | عالی (Ra 0.8-3.2 میکرومتر) | خشن (Ra 12.5-25 میکرومتر) |
| دقت ابعادی | ± 0.1 میلی متر | ± 0.5-1 میلی متر |
| ضخامت دیوار | نازک (0.8-3 میلی متر) | ضخیم (3-50 میلی متر) |
| هزینه ابزار | بالا (20000 تا 200000 دلار) | کم (1000-10000 دلار) |
| محدوده اندازه قطعه | کوچک تا متوسط (حداکثر 20 کیلوگرم) | کوچک تا خیلی بزرگ (تا چندین تن) |
| گزینه های مواد | محدود (آلیاژهای آل، روی، منیزیم، مس) | تقریبا نامحدود (کلیه فلزات ریخته گری) |
دستورالعمل انتخاب: ریخته گری دایکست را برای تولید با حجم بالا (بیش از 10000 واحد در سال) انتخاب کنید که به تلورانس های محکم و پرداخت سطح عالی نیاز دارد. ریخته گری شن و ماسه را برای تولید کم حجم، اجزای بزرگ یا هنگام کار با فلزات آهنی مانند چدن انتخاب کنید.
ریخته گری روی: مزایا و کاربردها
ریخته گری روی دارای مزایای منحصر به فردی است که آن را برای کاربردهای خاص ایده آل می کند:
خواص کلیدی مواد
- نقطه ذوب پایین (419 درجه سانتیگراد): مصرف انرژی را کاهش می دهد و عمر قالب را افزایش می دهد (تا 1,000,000 شات در مقابل 100,000 برای آلومینیوم)
- سیالیت برتر: اجازه می دهد تا دیوارها به نازکی ریخته گری شوند 0.3 میلی متر با جزئیات پیچیده
- قدرت ضربه بالا: آلیاژهای روی مقاومت می کنند انرژی ضربه 50-60 ژول ، عملکرد بهتری از آلومینیوم و منیزیم دارد
- ماشینکاری عالی: پردازش پس از ریخته گری آسان تر در مقایسه با سایر فلزات ریخته گری
برنامه های کاربردی رایج
ریخته گری روی در موارد زیر غالب است:
- اجزای داخلی خودرو (دستگیره درها، نشان ها، تزئینات تزئینی)
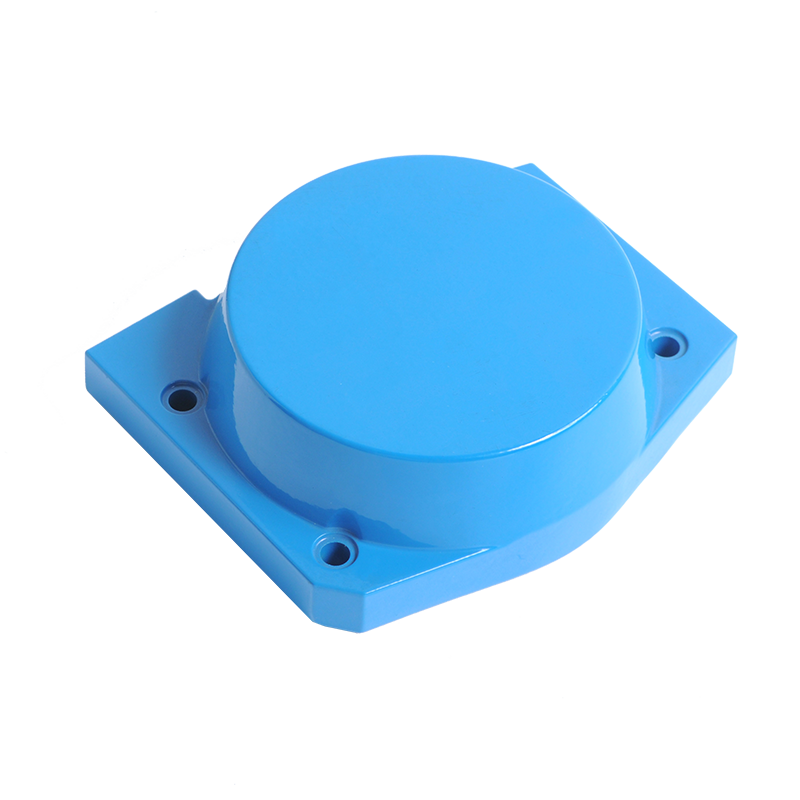
- محفظه ها و کانکتورهای دستگاه های الکترونیکی
- تجهیزات لوله کشی و سخت افزار
- اسباب بازی ها و کالاهای مصرفی که به جزئیات بالایی نیاز دارند
ریخته گری قالب در صنعت خودرو
بخش خودرو بزرگترین بازار ریخته گری دایکاست که تقریباً مصرف می کند 50 تا 60 درصد تمام قالب های ریخته گری آلومینیومی در سطح جهانی روندهای اخیر صنعت رشد قابل توجهی را در کاربرد اجزای ساختاری نشان می دهد.
کاربردهای عمده خودرو
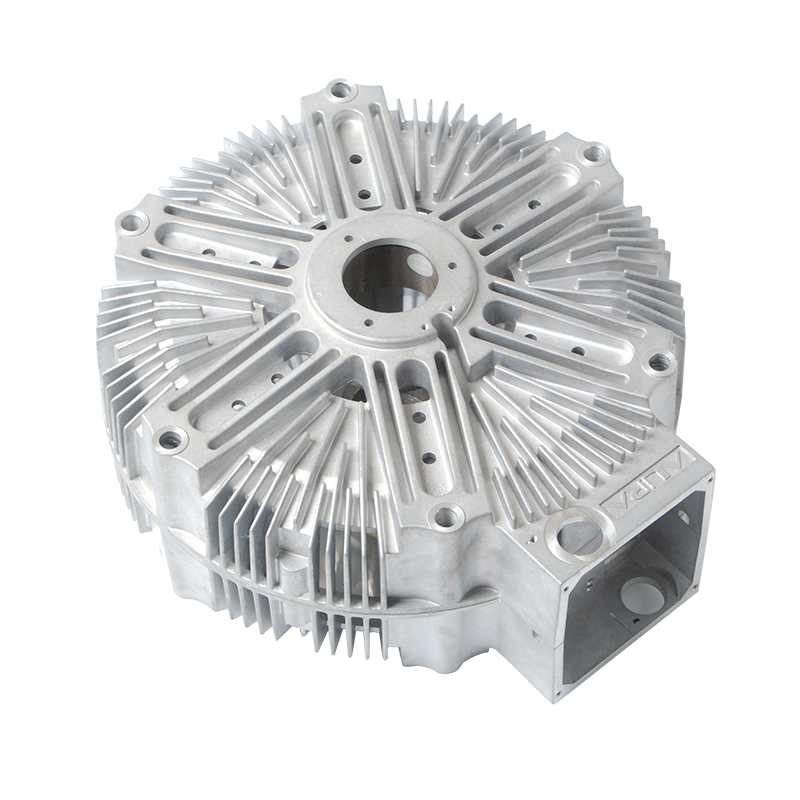
- محفظه های گیربکس: هندسه های پیچیده که نیاز به آب بندی بدون فشار دارند
- بلوک موتور و سرسیلندر: الزامات هدایت حرارتی بالا
- اجزای ساختاری بدن: زیر بدنه عقب مدل Y تسلا از a دستگاه دایکاست 6000 تنی تولید یک قطعه واحد که جایگزین 70 جزء مهر شده است
- قطعات فرمان و سیستم تعلیق: الزامات نسبت استحکام به وزن بالا
روندهای صنعت
تغییر به سمت وسایل نقلیه الکتریکی (EVs) باعث تشدید تقاضای ریخته گری برای:
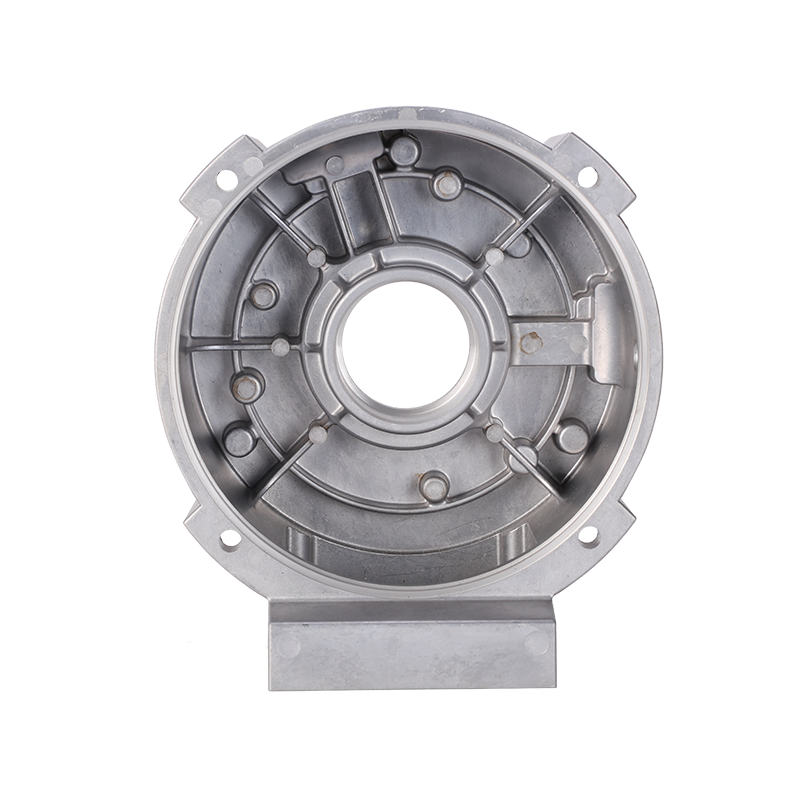
- محفظه و سینی باتری: سازه های بزرگ با دیواره نازک که نیاز به محافظ الکترومغناطیسی دارند
- محفظه موتور: ادغام کانال خنک کننده دقیق
- تکنولوژی مگا ریخته گری: ریخته گری تک تکه زمان مونتاژ را کاهش می دهد 30-40٪ و وزن توسط 10-20٪
انتخاب سازنده قالب ریخته گری: معیارهای کلیدی
هنگام تامین خدمات ریخته گری، تولیدکنندگان را بر اساس این عوامل مهم ارزیابی کنید:
قابلیت های فنی
- محدوده تناژ ماشین: اطمینان حاصل کنید که قابلیت با اندازه قطعه شما مطابقت دارد (محدوده متداول: 180 تا 4000 تن)
- تخصص مواد: بررسی تجربه با آلیاژ خاص خود (Al-Si-Cu، آلیاژهای روی Zamak، منیزیم AZ91D)
- گواهینامه های کیفیت: ISO 9001، IATF 16949 برای خودرو، AS9100 برای هوافضا
- طراحی ابزار داخلی: زمان های تحویل را کاهش می دهد 20-30٪ در مقایسه با تولید قالب برون سپاری شده
معیارهای تولید برای تأیید
| متریک | استاندارد صنعت | هدف با عملکرد بالا |
|---|---|---|
| بازده پاس اول | 85-90٪ | >95% |
| نرخ نقص تخلخل | <2% | <0.5% |
| CPK ابعادی | >1.33 | >1.67 |
| زمان سرب ابزار | 12-16 هفته | 8-10 هفته |
سؤالات متداول در مورد سواب های تمیز در عملیات ریخته گری
چرا سواب های تمیز در دایکستینگ ضروری هستند؟
سواب های تمیز نقش مهمی در حفظ کیفیت دایکاست و جلوگیری از عیوب دارند. آنها برای موارد زیر استفاده می شوند:
- تمیز کردن سطح قالب: حذف مواد آزاد کننده باقیمانده، تجمع اکسید آلومینیوم و باقی مانده روان کننده بین چرخه ها
- تعمیر و نگهداری اتاقک شات: تمیز کردن نوک و آستین های پیستون برای جلوگیری از لحیم کاری (چسبیدن آلومینیوم به سطوح فولادی)
- پاکسازی سیستم تهویه: رفع انسدادهایی که باعث نقص تخلخل گاز می شوند
انواع سواب توصیه شده برای ریخته گری دایکاست
- سواب های مقاوم در برابر دمای بالا: قادر به تحمل دمای سطح قالب تا 350 درجه سانتی گراد بدون تخریب فیبر
- سواب های صنعتی بدون پرز: سواب هایی با نوک پلی استر یا فوم که هیچ گونه الیافی باقی نمی گذارد که می تواند باعث ایجاد آخال شود.
- سواب های قابل تشخیص فلز: برای کاربردهای ایمنی درجه غذایی یا حیاتی که در آن آلودگی جسم خارجی باید حذف شود
بهترین روش ها برای استفاده از سواب
برای به حداکثر رساندن اثربخشی این روش ها را اجرا کنید:
- برای جلوگیری از آلودگی متقاطع از سواب های اختصاصی برای نواحی مختلف قالب (حفره در مقابل محفظه شات) استفاده کنید.
- هر بار سواب ها را تعویض کنید 4-6 ساعت عملکرد مداوم یا زمانی که آلودگی قابل مشاهده ظاهر می شود
- از حلالهای پاککننده سازگار (ایزوپروپیل الکل برای تمیز کردن سبک، حذف کنندههای تخصصی قالب برای تجمع سنگین) استفاده کنید.
- فرکانس تمیز کردن اسناد در سیاهههای مربوط به کنترل فرآیند برای قابلیت ردیابی کیفیت
تاثیر بر راندمان تولید
نگهداری صحیح سواب مستقیماً بر معیارهای عملیاتی تأثیر می گذارد:
- کاهش نرخ قراضه: قالب های تمیز تولید می کنند 15-25٪ قطعات نقص سطحی کمتر
- طولانی شدن عمر: تمیز کردن منظم از خوردگی و فرسایش جلوگیری می کند و عمر قالب را افزایش می دهد 20-30٪
- زمان کوتاه تر تعمیر و نگهداری: نظافت پیشگیرانه توقف های برنامه ریزی نشده را کاهش می دهد 40% در مقایسه با پروتکل های پاکسازی واکنشی