نقل قول کنید
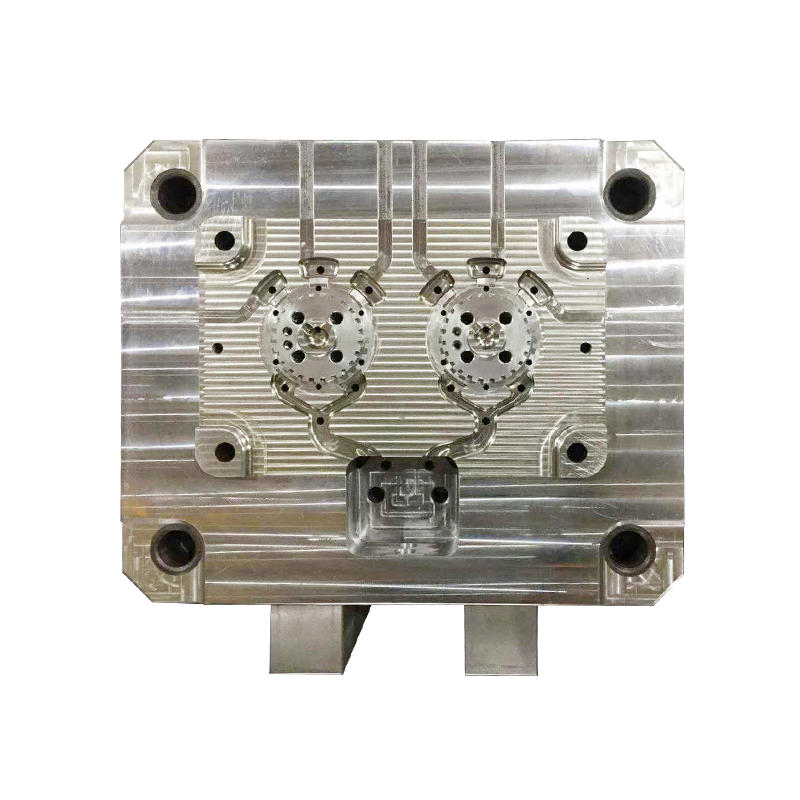
تولید قالب ریخته گری قالب یک فرآیند دقیق و پیچیده است. به بیان ساده، شامل ایجاد یک "قالب فلزی" است که می تواند بارها با فلز مذاب پر شود تا قطعات فلزی تولید شود.
قبل از شروع کار، ظاهر قالب باید به وضوح مشخص شود. طراحان قسمت قالب گیری قالب را بر اساس شکل محصول نهایی برنامه ریزی می کنند.
انتخاب خط جداسازی: تعیین محل "باز شدن" قالب برای حذف آسان قطعه.
طراحی سیستم دونده: طراحی مسیر برای ورود فلز مذاب به قالب، مانند ساختن جاده ای برای فلز مذاب، با اطمینان از پر شدن سریع و یکنواخت هر گوشه.
سیستم پرتاب: طراحی پین های اجکتور برای اطمینان از خارج شدن نرم قطعه پس از خنک شدن.
در کل فرآیند طراحی، تجزیه و تحلیل جریان قالب یک مرحله بسیار مهم است. این مانند انجام یک "تمرین مجازی" بر روی کامپیوتر قبل از شروع تولید واقعی است، تا ببینید فلز مذاب چگونه در قالب جریان می یابد.
تجزیه و تحلیل جریان قالب (شبیه سازی کامپیوتری)
قبل از نهایی کردن طراحی، تکنسین ها مدل سه بعدی قالب دایکاست را برای شبیه سازی به نرم افزار تحلیل تخصصی وارد می کنند.
شبیه سازی فرآیند پر کردن: این امر مشاهده می کند که آیا فلز مذاب به آرامی در قالب جریان می یابد یا در گوشه های خاصی گیر می کند یا در جایی که تلاطم رخ می دهد. این به ما کمک می کند تا از قبل تشخیص دهیم که آیا قطعه دارای نقص هایی مانند پر شدن ناقص یا فضای خالی است یا خیر.
پیش بینی محل تخلخل: با جریان یافتن فلز مذاب، هوا را از قالب خارج می کند. از طریق تجزیه و تحلیل، میتوانیم پیشبینی کنیم که هوا به کجا فشرده میشود و به ما این امکان را میدهد که دقیقاً دریچههایی در آن مکانها ایجاد کنیم تا از حبابهای کوچک آزاردهنده داخل قطعه جلوگیری کنیم.
بهینهسازی تعادل دما: این مورد تجزیه و تحلیل میکند که کدام قسمتهای قالب در حین کار مداوم گرم میشوند و کدام مناطق خیلی سرد میشوند. بر اساس این نتایج، میتوانیم لولههای آب خنککننده را دوباره مرتب کنیم تا از گرم شدن یکنواخت کل قالب ریختهگری اطمینان حاصل کنیم و از انقباض و تغییر شکل قطعه پس از سرد شدن جلوگیری کنیم.
از طریق این مرحله، میتوانیم قبل از هدر دادن هر فولاد یا فلز مذاب، مشکلات احتمالی را تصحیح کنیم و بعداً از تغییرات مکرر قالب نجات یابیم.
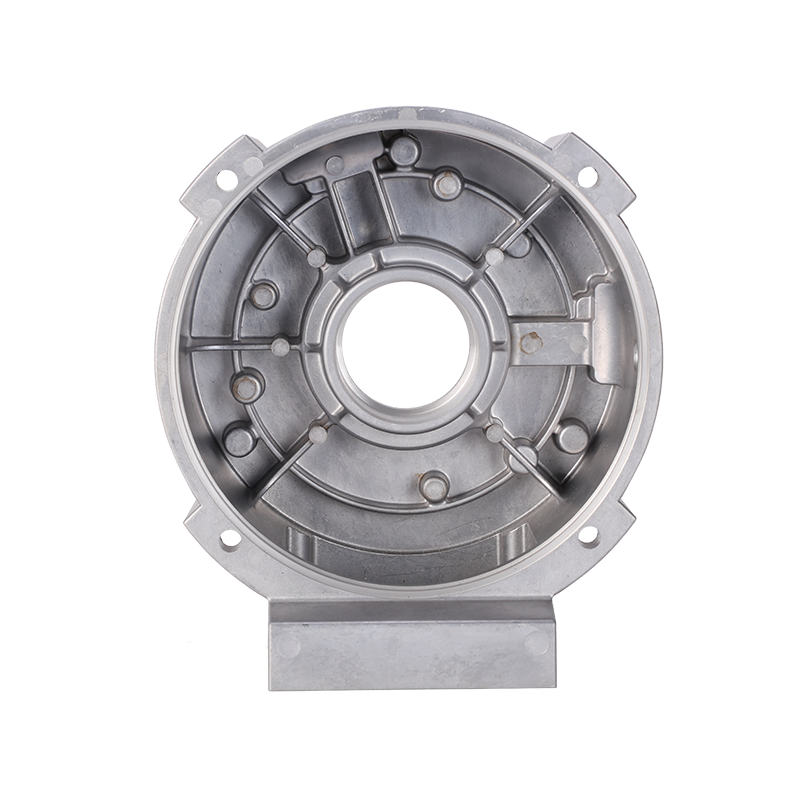
از آنجایی که قالب های ریخته گری نیاز به مقاومت در برابر فلزات مذاب در دمای بالا (مانند آلیاژهای آلومینیوم و آلیاژهای روی) دارند، باید از فولاد ویژه مقاوم در برابر حرارت و مقاوم در برابر فشار استفاده شود.
انتخاب مواد: معمولاً فولاد قالب با استحکام بالا انتخاب می شود.
ماشینکاری خشن: استفاده از ماشینآلات بزرگ برای برش شمش فولادی به بلوکهایی نزدیک به شکل نهایی، حذف بیشتر مواد اضافی و باقی گذاشتن فرصتی برای ماشینکاری دقیق بعدی.
فولاد پس از ماشینکاری خشن هنوز به اندازه کافی سخت نیست.
از طریق فرآیند گرمایش با دمای بالا و خنکسازی سریع، ساختار داخلی فولاد تغییر میکند و آن را بسیار سخت و مقاوم در برابر سایش میکند، به طوری که در طول هزاران چرخه ریختهگری بعدی تغییر شکل نمیدهد.
این مرحله کلیدی در تعیین دقت قالب است.
فرز دقیق: استفاده از ماشین ابزار دقیق تر برای برش ریز سطح قالب.
ماشینکاری تخلیه الکتریکی (EDM): برای سوراخهای عمیق، زوایای قائم یا الگوهای کوچک پیچیده که با ابزارهای برش قابل دسترسی نیستند، فولاد با استفاده از تخلیه الکترود به شکل از پیش تعیینشده پردازش میشود، مانند "اچ کردن". این یک روش ضروری برای ساخت قطعات پیچیده است.
هرچه دیواره داخلی قالب صاف تر باشد، سطح قطعات به دست آمده بهتر است.
کارگران از مواد ساینده یا ابزار پولیش استفاده می کنند تا رد ابزار باقی مانده از ماشین کاری دستی یا مکانیکی را تا زمانی که سطح قالب به روشنایی یک آینه تبدیل شود، پاک کنند. این همچنین کمک می کند تا قطعات در حین تولید به راحتی قالب گیری شوند.
تمام قطعات پردازش شده، از جمله هسته قالب، پایه قالب، پین های راهنما، پین های اجکتور و لوله های آب خنک کننده را مونتاژ کنید.
بازرسی بسته شدن قالب: بررسی کنید که آیا نیمه های بالایی و پایینی قالب کاملاً هماهنگ هستند.
تست مدار آب: مطمئن شوید که لوله های آبی که برای خنک کردن داخل قالب استفاده می شود، بدون مانع بوده و نشتی نداشته باشد.
تکمیل قالب به این معنی نیست که کار تمام شده است. باید با فشار دادن چندین قسمت روی دستگاه تست شود.
بازرسی نمونه: قطعات را از نظر حباب هوا، پر شدن ناقص یا انحراف ابعادی بررسی کنید.
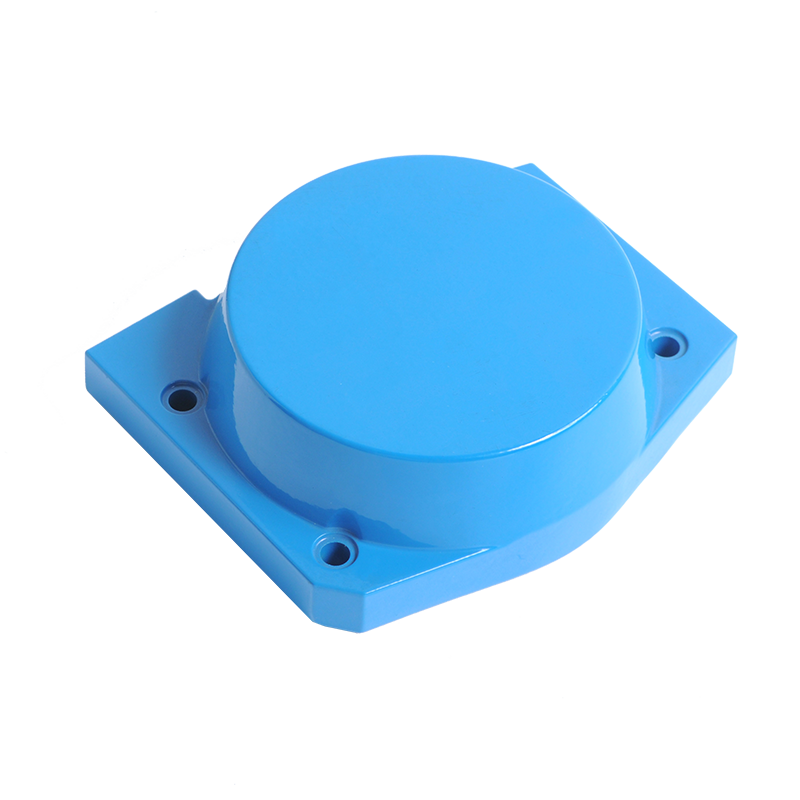
تنظیم دقیق: بر اساس نمونه های آزمایشی، برای تنظیمات نهایی و بهینه سازی تا زمانی که قطعات تولید شده کاملا واجد شرایط شوند، به قالب برگردید.
آیا شما آماده هستید همکاری کردن با Jieda؟
* ایمیل شما با ما ایمن است ، ما اسپم نمی کنیم.
محصولات
اطلاعات تماس
nbjd011@126.com
+86-574-86115705
شماره 58 جاده قالب ، منطقه صنعتی فناوری DAQI ، منطقه Beilun ، Ningbo